
国家材料腐蚀与防护科学数据中心
National Materials Corrosion and Protection Scientific Data Center
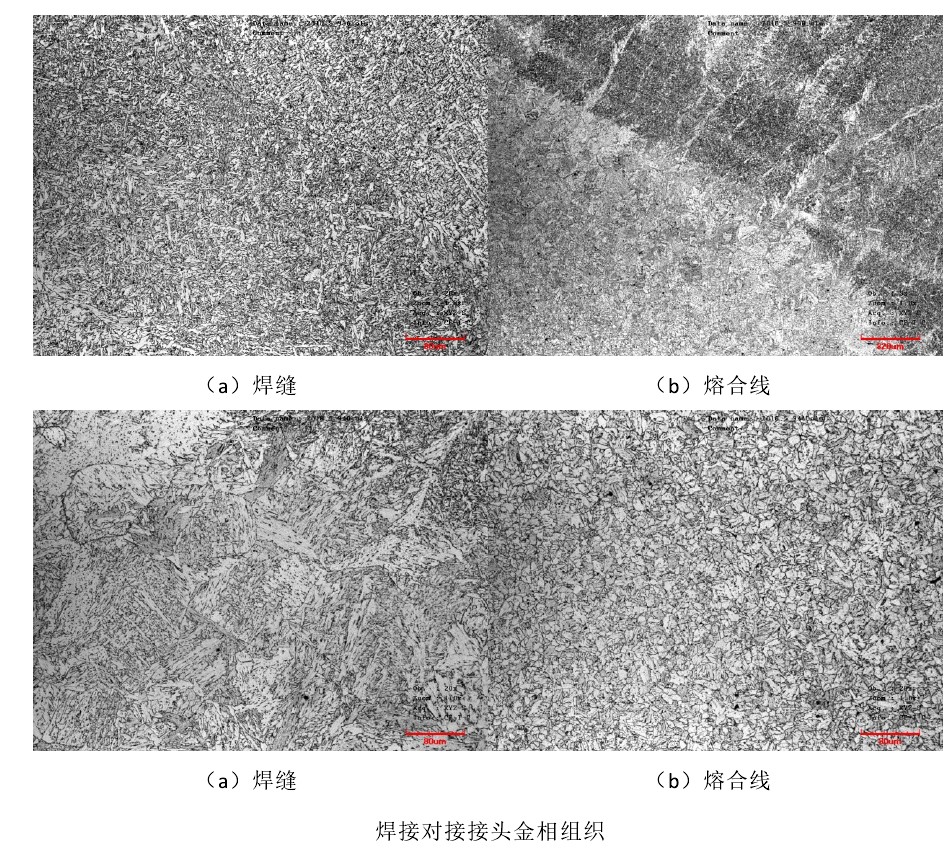
本研究中,我们采用所开发的焊材与对应钢板进行对接接头焊接试验,焊接坡口为单面60°坡口,采用电焊条打底+埋弧焊填充盖面工艺进行焊接,焊前焊后不预热,焊接热输入控制为25KJ/cm。该数据为对接接头的金相组织。
In this study, the butt joint welding test was carried out by using the developed welding material and the corresponding steel plate. The welding groove was a single-sided 60° groove, and the welding process was conducted by using the electrode backing + submerged arc welding filling cover. There was no preheating before and after welding, and the welding heat input was controlled at 25KJ/cm. The data is the metallographic structure of the butt joint.
 国家材料腐蚀与防护科学数据中心 |
 国家高能物理科学数据中心 |
 国家基因组科学数据中心 |
 国家微生物科学数据中心 |
 国家空间科学数据中心 |
 国家天文科学数据中心 |
 国家对地观测科学数据中心 |
 国家极地科学数据中心 |
 国家青藏高原科学数据中心 |
 国家生态科学数据中心 |
 国家冰川冻土沙漠科学数据中心 |
 国家计量科学数据中心 |
 国家地球系统科学数据中心 |
 国家人口健康科学数据中心 |
 国家基础学科公共科学数据中心 |
 国家农业科学数据中心 |
 国家林业和草原科学数据中心 |
 国家气象科学数据中心 |
 国家地震科学数据中心 |
 国家海洋科学数据中心 |