可以借鉴,原来国外是这样加工高温合金的!
2016-08-02 11:57:32
作者:本网整理 来源:网络
高温合金又称耐热合金或热强合金,能在600~1000℃的高温氧化气氛及燃气腐蚀条件下工作,热强性能、热稳定性及热疲劳性能良好。高温合金按基体元素分为镍基高温合金、铁基高温合金及钴基高温合金,广泛应用于各个领域,特别是航空、航天、发电设备和造船等行业。
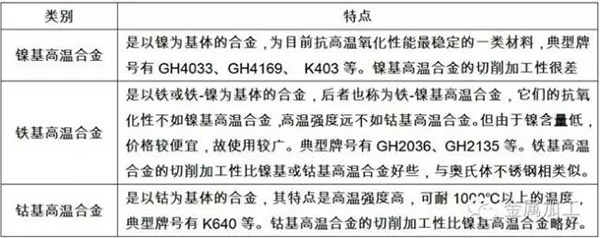
高温合金的分类及特点
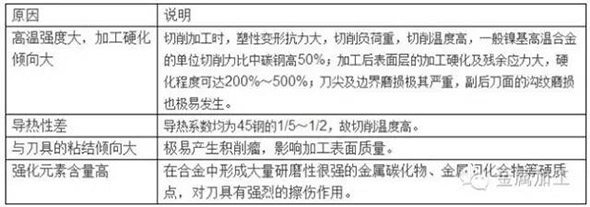
大家都知道高温合金非常难切削,那么到底难切削的原因是什么,请看下面这个表格。
刀具材料
如此难切割的高温合金,必须有专门的刀具来对付,在刀具材料方面常用的是硬质合金刀具,仅在切削速度很低的复杂型面加工时才采用高速钢。用硬质合金刀具切削时,最好选用性能较佳的新牌号。另外氮化硅陶瓷由于其抗粘结性和耐热性及硬度高于硬质合金,所以也适用于对高温合金的半精加工和精加工。PCBN刀具由于具有高硬度和高热性等特点,更适于对高温合金的连续切削加工。
刀具几何参数
高温合金材料的切削对刀具的几何参数也要求,变形高温合金(如锻造、热轧、冷拔)。刀具前角γ0为10°左右;铸造高温合金γ0为0°左右,一般不鐾负倒棱。刀具后角一般α=10°~15°。粗加工时刀倾角λs为-5°~-10°,精加工时λs =O~3°。主偏角κr为45°~75°。刀尖圆弧半径r为0.5~2mm,粗加工时,取大值。
切削用量
切削用量的选择原则与切削不锈钢基本相同,最主要是切削速度。切削高温合金时,切削速度过高或过低,刀具磨损均较迅速。采用硬质合金刀具时切削速度通常采用Vc=20~50m/min;进给量宜取偏小,一般取f=0.1~0.5mm/r,粗车时取大值,精车时取小值;背吃刀量不宜过小,粗车时取ap=2~4mm,精车时取ap=0.2~0.5mm。高速钢立铣刀加工高温合金常用的切削用量Vc=5~10m/min;fn=0.05~0.12mm/r,ap+1~3mm。硬质合金面铣刀则为Vc=20~45m/min;fn=0.05~0.1mm/r,ap=1~4mm。
更多关于材料方面、材料腐蚀控制、材料科普等等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注国家材料腐蚀与防护科学数据中心http://www.ecorr.org
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。