众所周知,3D打印已经是一项先进的制造技术。随着新技术和新材料的开发,金属3D打印技术逐渐成为对传统制造业技术的有力替代者。那么,金属3D打印是怎么工作的呢?
现在我们将为你介绍三类目前已经投入使用的3D打印技术:
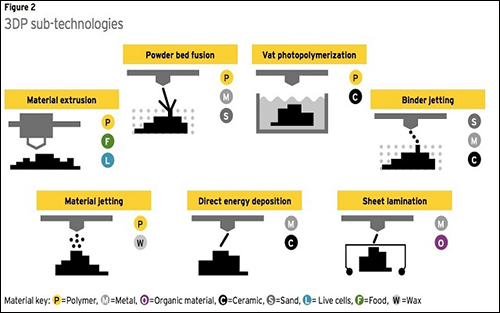
粉末床技术:通过粉末原材料和激光的联合作用来制造3D打印零部件;
粘结剂喷射技术:使用某种液态粘结剂粘结粉末原材料的3D打印技术;
激光金属沉积:一项通过逐层沉积金属来获得3D打印零部件的技术。
一、粉末床技术
首先要介绍的是最具有前景粉末床技术,其原理是通过对一个填满粉末的托盘进行局部加热来对原材料进行烧结或融化,然后新的一层粉末被运送过来继续加热沉积,不断重复此过程直到零部件制造完成。
类似的,在雕塑造型上,我们应用一种名为选择性激光烧结技术(SLS)的粉末烧结技术来3D打印塑料制品。此项技术可依据你在3D打印平台上直接设计的3D模型,使用一种聚酰胺(尼龙)粉末来制造功能部件和物体原型。
金属3D打印的四种粉末床技术
如上所述,粉末技术结合加热和粉末床来制造3D打印部件。用于3D打印金属部件的3种技术分别是:
DMLS直接金属激光烧结;SLM选择性激光熔化成型;EBM电子束熔化成型。

1、直接金属激光烧结
除了要使用金属粉末材料,直接金属激光烧结(DMLS)与选择性激光烧结的工作方式相同,主要是熔化温度不同。塑料聚酰胺的熔化温度在160 °C - 200 °C范围内,这意味着机器很容易达到这一温度范围,而且冷却时间也相对较短。相反的,不锈钢至少要达到1510 °C才能够融化。直接金属激光烧结技术只能烧结而不能完全熔化材料。其优点有很多:控制材料的孔隙率,低的能量损耗和快速的生产周期。这一技术通过使用不锈钢或金属合金等来源范围广泛的工程材料来制造物体原型,功能部件和机械零部件。

2、选择性激光熔化成型
选择性激光熔化成型借助惰性气体(含氧量低于500ppm的氩气或氮气)以达到更高的熔化温度。不同于粉末烧结,激光(惰性气体环境下)把粉末熔化成液态形式,然后使其在冷却过程中凝固。这一完全熔化工艺使金属形成了一种具有良好电阻的均匀块状结构。它非常适合于如钛或铝一类的纯金属。材料的完全熔化需要更高的温度,因此SLM技术所需的冷却时间比DMLS技术更长。
3、电子束熔化成型
EBM技术也是一种粉末3D打印技术,但是它需要使用电子束和一个高度真空的环境来熔化金属粉末(不同于激光),能量产生的方式不同。DMLS 和 SLM技术的能量源是一个Yb(镱)纤维激光器(由光子组成),而EBM技术则是电磁场控制的电子束(由物质组成)。
由于电子是由计算机控制的,所以热源的产生不需要使用如DMLS 或 SLM技术中用到的镜子等其他机械零件。这样就使得制造过程比基于激光的制造技术更快速和更精确一些。根据你设计的3D模型,将能量全部集中于粉末来制造固体部件。由于融合过程中的温度分布较为平稳,使得模型具有非常好的强度性质。
然而,应用这一技术生产零部件时,将受到钛和钴金属材料的限制,所以主要应用于航空航天领域。
二、粘结剂喷射技术
除了不使用热源外,第二种主要技术也是使用粉末来制造零件的。它是使用粘结剂把材料粘结到一起来制造3D打印产品的。
材料粉末(金属,沙,陶瓷……)的薄层被一个滚筒逐层的叠加来完成3D打印工艺。在每层之间,粘结剂可以通过一个或多个印刷头来进行沉积。打印完毕后,只要扫除没有沉积粘结剂处的粉末即可得到最终产品模型。
为了提高打印速度,可以使用多个印刷头和一个干燥粘结剂的设备。这一技术有很多优点:非常低的成本,优异的打印效率和很大的打印容量。
这两种材料方法可以有大量的不同种类的粘结剂—粉末搭配组合,并伴随着多样的力学性能。然而,因为这一技术是通过粘结材料而不是通过加热过程烧结的方法,所以其技术特点有相当大的限制条件。
为了增强粘结剂喷射制造的金属3D打印产品的强度和坚固性,后处理过程技术主要在于使用高温等静力压制来固化最终物体模型,简单地说,物体模型被放入一个设备中,通过加热加压来固化模型。与最初的方法相比,这样会为这一技术增加时间,过程和成本。
激光金属沉积
在3D打印工艺中,激光金属沉积可以与熔化沉积成型相比较。在LMD技术中,金属粉末被喷射到一个被激光束局部加热的平台上。与FDM技术不同,LMD技术中不仅印刷头是灵活的,平台也可以通过移动、旋转和倾斜来制造零部件。因此,这一技术能够快速移动,并且可以通过移动印刷头来制造更复杂的形状。这项技术的主要优点是能够高度控制颗粒结构,可以让这一过程达到高质量的修理作业。而且,相比于其他基于激光的技术,其材料冷却速度也是非常快的。
为了得到一个好的金属3D打印效果,就需要在表面质量和速度之间寻找一个平衡。打印速度越快,得到的表面分层现象越明显。尽管在3D打印过程中最终产品的品质也非常依赖于原材料的使用,但是通常牺牲速度以达到高的精度和品质,使修复费用达到最低。由于材料的限制,钢和铝需要进行更深入的研究才能把这一技术推向更主流的市场。
三、混合金属制造技术:薄片层压
目前,金属3D打印技术只占了生产工艺的一小部分,但是到2020年,在工业部门中,20%有3D打印经验的从业者将会把金属3D打印作为附加生产技术,而15%的从业者将会使用混合制造技术。
混合技术是把传统的和附加的制造技术结合起来制造具有复杂形状的零部件。混合制造技术包括许多现有的技术,通过由电脑控制的精密工具来添加和减少物质。
薄片层压技术
由于具有两步制造过程,薄片层压技术被认为是一种半附加制造技术,其主要应用于那些容易制成标准薄片的材料(金属,聚合物……)。其制造过程非常简单:首先,把金属薄片固定在切割床的适当位置,在前一层上涂抹粘结剂,然后在新的薄片添加之前用激光把前一层薄片切割成所需要的形状即可。
粘结片层的过程既可以使用粘结剂也可以使用超声波焊接。显然后者得到的材料强度更大,但是还需要进行后处理过程,使零部件得到较好的表面形貌。
由于原材料(金属薄片)应用广泛且不需要加热和冷却过程,这一技术比基于粉末的制造技术速度更快,成本更低。但是,它的缺点是切割下来的边角料经常流失,不能回收再利用,造成了一定的浪费。