
国家材料腐蚀与防护科学数据中心
National Materials Corrosion and Protection Scientific Data Center
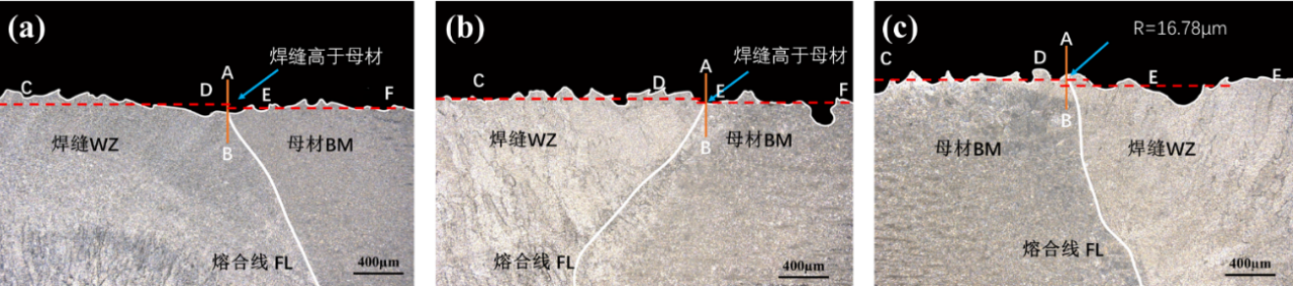
金属焊接-图9-钢筋焊接接头在达叻现场腐蚀2年后的腐蚀台阶(a)400E,(b)CE-1,(a)CE-2 (焊接方法:熔化极气体保护焊,焊接电流250A, 焊接电压29V,焊接速度300min/min, 焊接线能量14.5kJ/cm)
可以看出三种钢筋焊接接头的焊缝均高于或等于母材,说明设计的焊材耐蚀性优于母材,适用于钢筋焊接接头的使用。
Metal welding - Figure 9 - corrosion steps of steel welded joints after 2 years of corrosion in Dalat site (a) 400e, (b) CE-1, (a) CE-2 (welding method: GMAW, welding current 250A, welding voltage 29V, welding speed 300min / min, welding line energy 14.5kj/cm)
It can be seen that the welding seam of three kinds of steel welded joints is higher than or equal to the base metal, which indicates that the corrosion resistance of the designed welding material is better than that of the base metal, and it is suitable for the use of steel welded joints.
 国家材料腐蚀与防护科学数据中心 |
 国家高能物理科学数据中心 |
 国家基因组科学数据中心 |
 国家微生物科学数据中心 |
 国家空间科学数据中心 |
 国家天文科学数据中心 |
 国家对地观测科学数据中心 |
 国家极地科学数据中心 |
 国家青藏高原科学数据中心 |
 国家生态科学数据中心 |
 国家冰川冻土沙漠科学数据中心 |
 国家计量科学数据中心 |
 国家地球系统科学数据中心 |
 国家人口健康科学数据中心 |
 国家基础学科公共科学数据中心 |
 国家农业科学数据中心 |
 国家林业和草原科学数据中心 |
 国家气象科学数据中心 |
 国家地震科学数据中心 |
 国家海洋科学数据中心 |