
国家材料腐蚀与防护科学数据中心
National Materials Corrosion and Protection Scientific Data Center
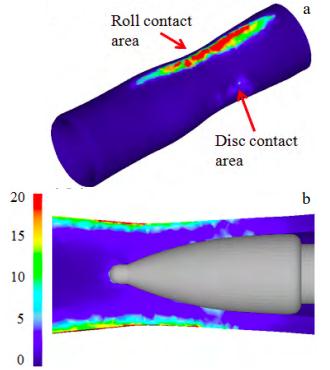
此图所示为 1050 ℃稳定穿孔阶段 坯料外表面及纵剖面的应变速率分布。从图中可以看出,除坯料与导围工具接触地方外,绝大多数坯料所承 受的应变速率都在 1 s-1 量级,从而验证了加工图中两 相区低应变速率工艺窗口不适合斜轧穿孔变形。
This figure shows the strain rate distribution on the outer surface and longitudinal section of the blank during the stable perforation stage at 1050 ℃. It can be seen from the figure that, except for the place where the blank is in contact with the enclosing tool, the strain rate of most blanks is in the order of 1 s-1, which verifies that the low strain rate process window of the two-phase region in the processing diagram is not Suitable for cross-rolling piercing deformation.
 国家材料腐蚀与防护科学数据中心 |
 国家高能物理科学数据中心 |
 国家基因组科学数据中心 |
 国家微生物科学数据中心 |
 国家空间科学数据中心 |
 国家天文科学数据中心 |
 国家对地观测科学数据中心 |
 国家极地科学数据中心 |
 国家青藏高原科学数据中心 |
 国家生态科学数据中心 |
 国家冰川冻土沙漠科学数据中心 |
 国家计量科学数据中心 |
 国家地球系统科学数据中心 |
 国家人口健康科学数据中心 |
 国家基础学科公共科学数据中心 |
 国家农业科学数据中心 |
 国家林业和草原科学数据中心 |
 国家气象科学数据中心 |
 国家地震科学数据中心 |
 国家海洋科学数据中心 |