
国家材料腐蚀与防护科学数据中心
National Materials Corrosion and Protection Scientific Data Center
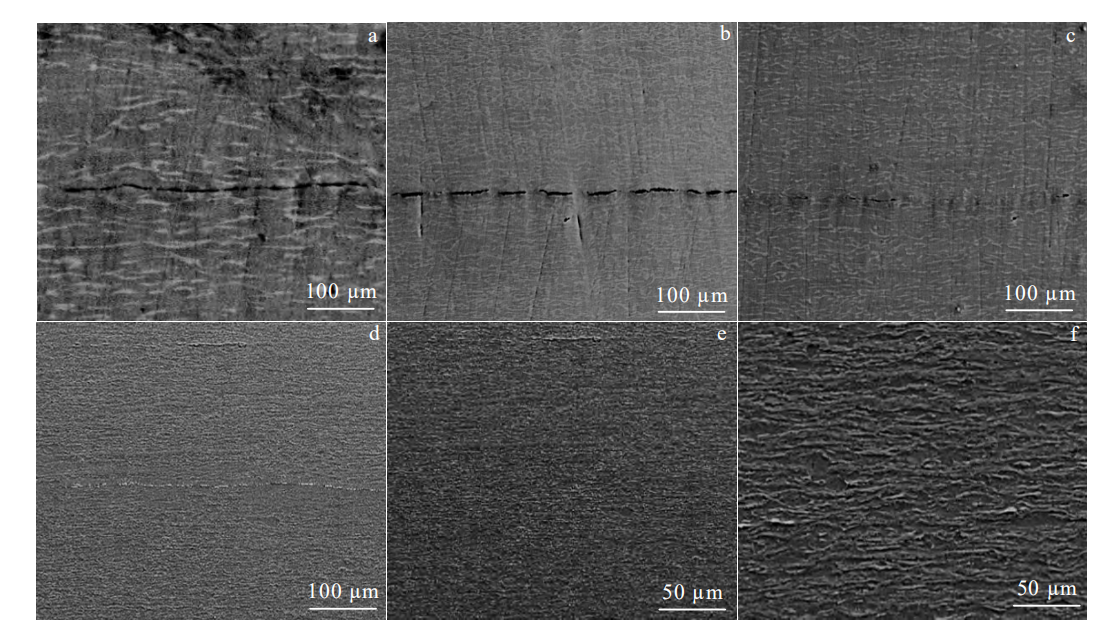
图显示了 TC4 合金叠轧界面随轧制温度和叠 轧层数的变化。在变形温度为 600 ℃时,叠合界面 未完全焊合,结合界面缝隙较宽,叠轧界面出现部 分开裂,如图 a 所示。随着变形温度的升高,叠合板材界面焊合程度逐渐增加,变形温度为 650 ℃时部分叠轧界面与基体保持一致。当变形温度升高到 700 ℃时,叠合的板材大部分结合到一起,结合面缝隙显著减少,如图 c 所示。在变形温度和轧制力的综合作用下,叠轧过程中剪切力发挥较大作用,促进表面金属层发生破裂,新的金属层能够促进原子扩散,叠合界面能够焊合并与基体保持一致。除此之外,累积叠轧 TC4 合金板材结合界面随着叠轧层数的增加界面结合强度逐渐增加,如图 d~f 所示。在进行 8 层叠轧后,叠轧界面宽度变窄,且逐渐消失,并与基体保持一致,如图 d。在经历 16层叠轧后,厚度方向上较难发现结合界面,与基体具有一致的组织形态,只在界面处发现少量拉长的条状凸起,这可能是因为界面处理过程中的加工硬化所导致的,如图 e~f 所示。综合上述结果,在累积叠轧过程中进行防氧化处理,并在较高的变形温度和叠轧层数下能够获得良好的界面结合,与变形基体组织保持一致。
 国家材料腐蚀与防护科学数据中心 |
 国家高能物理科学数据中心 |
 国家基因组科学数据中心 |
 国家微生物科学数据中心 |
 国家空间科学数据中心 |
 国家天文科学数据中心 |
 国家对地观测科学数据中心 |
 国家极地科学数据中心 |
 国家青藏高原科学数据中心 |
 国家生态科学数据中心 |
 国家冰川冻土沙漠科学数据中心 |
 国家计量科学数据中心 |
 国家地球系统科学数据中心 |
 国家人口健康科学数据中心 |
 国家基础学科公共科学数据中心 |
 国家农业科学数据中心 |
 国家林业和草原科学数据中心 |
 国家气象科学数据中心 |
 国家地震科学数据中心 |
 国家海洋科学数据中心 |