
国家材料腐蚀与防护科学数据中心
National Materials Corrosion and Protection Scientific Data Center
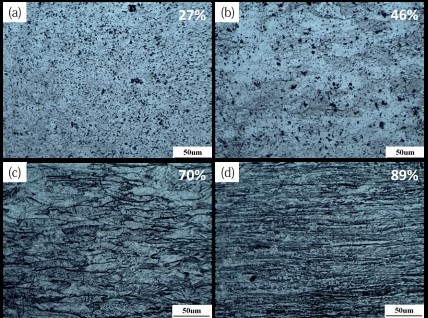
由于钨的加工性差,轧制过程必须在高温下进行。烧结态的板坯厚为36.5 mm厚,在开坯轧制前将烧结坯在氢气气氛中加热到1450℃(1723 K)以上,随后进行单向轧制,在轧板厚度为26.6 mm、 19.7 mm、10.9 mm和3.6 mm时分别进行取样,对应轧制形变量分别为27%、46%、70%、90%。每个轧制道次之间进行低温退火处理,退火温度低于1100℃(低于钨的再结晶温度)以缓解应力集中而避免产生裂纹。使用配备电子背散射衍射(EBSD、AZtec系统、牛津仪器)的场发射枪扫描电子显微镜(FE-SEM、JIB 4600F)对微观结构进行表征。对于每个轧制压下板,在TD视图(垂直于横向的平面)中进行观察。对EBSD样品进行机械抛光,然后在环境温度下用2.0 wt%NaOH水溶液在5.0 V下进行电解抛光。然后通过HKL Channel 5软件进行晶粒尺寸、织构分析。
Due to the poor workability of tungsten, the rolling process must be carried out at a high temperature. The thickness of the sintered slab is 36.5 mm thick. The sintered billet is heated to above 1450°C (1723 K) in a hydrogen atmosphere before billeting and rolling, and then subjected to unidirectional rolling. The thickness of the rolled plate is 26.6 mm and 19.7 mm. Samples were taken at mm, 10.9 mm, and 3.6 mm, and the corresponding rolling deformation variables were 27%, 46%, 70%, and 90%, respectively. Low-temperature annealing is carried out between each rolling pass, and the annealing temperature is lower than 1100°C (lower than the recrystallization temperature of tungsten) to relieve stress concentration and avoid cracks. A field emission gun scanning electron microscope (FE-SEM, JIB 4600F) equipped with electron backscatter diffraction (EBSD, AZtec system, Oxford Instruments) was used to characterize the microstructure. For each rolling reduction plate, observe in the TD view (a plane perpendicular to the transverse direction). The EBSD samples were mechanically polished and then electrolytically polished with 2.0 wt% NaOH aqueous solution at 5.0 V at ambient temperature. Then use HKL Channel 5 software to analyze the grain size and texture.
 国家材料腐蚀与防护科学数据中心 |
 国家高能物理科学数据中心 |
 国家基因组科学数据中心 |
 国家微生物科学数据中心 |
 国家空间科学数据中心 |
 国家天文科学数据中心 |
 国家对地观测科学数据中心 |
 国家极地科学数据中心 |
 国家青藏高原科学数据中心 |
 国家生态科学数据中心 |
 国家冰川冻土沙漠科学数据中心 |
 国家计量科学数据中心 |
 国家地球系统科学数据中心 |
 国家人口健康科学数据中心 |
 国家基础学科公共科学数据中心 |
 国家农业科学数据中心 |
 国家林业和草原科学数据中心 |
 国家气象科学数据中心 |
 国家地震科学数据中心 |
 国家海洋科学数据中心 |