
国家材料腐蚀与防护科学数据中心
National Materials Corrosion and Protection Scientific Data Center
选取高温合金材料按照标准拉伸条进行制样。将制备好的拉伸条用800#、1200#和2000#砂纸逐级进行细磨,最后进行机械抛光、电解抛光、电解腐蚀。其中电解抛光所用的电解抛光液为:20vol.%硫酸+80vol.%甲醇,电解抛光电压为:15V,电解15s;电解腐蚀所用的电解腐蚀液为:170ml磷酸+10ml硫酸+15gCrO3,电解腐蚀电压为:2-5V,电解2-3s。采用配有扫描电子显微镜的原为拉伸试验仪进行原为拉伸试验。原位拉伸的过程中间隔100μm暂停拉伸进行裂纹源形貌组织拍摄。
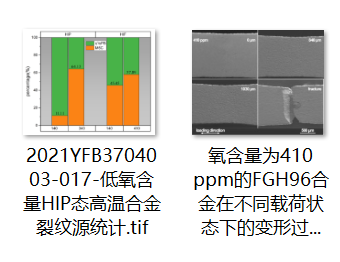
在SEM拍摄过程中进行低倍拍摄,视野要求囊括标410 ppm样品距段的所有部分,宏观观察拉伸过程中颈缩现象。并统计不同氧含量不同裂纹源的占比。
Select the high-temperature alloy material and prepare the sample according to the standard stretching bar. The prepared stretch bars were finely ground step by step with 800#, 1200# and 2000# sandpapers, and finally mechanical polishing, electrolytic polishing and electrolytic etching were carried out. Among them, the electrolytic polishing solution used for electrolytic polishing is: 20vol.% sulfuric acid +80vol.% methanol, the electrolytic polishing voltage is: 15V, and the electrolysis lasts for 15 seconds. The electrolytic corrosion solution used in electrolytic corrosion is: 170ml of phosphoric acid +10ml of sulfuric acid +15g of cro3. The electrolytic corrosion voltage is: 2-5V, and the electrolysis lasts for 2-3 seconds. The original tensile test was carried out using an original tensile testing instrument equipped with a scanning electron microscope. During the in-situ stretching process, the stretching was paused at intervals of 100μm to capture the morphology and microstructure of the crack source.
During the SEM shooting process, low-magnification shooting is carried out, with the field of view 410 ppm required to cover all parts of the gauge length segment, and the necking phenomenon during the stretching process is observed macroscopically. And calculate the proportion of different crack sources with different oxygen contents.
 国家材料腐蚀与防护科学数据中心 |
 国家高能物理科学数据中心 |
 国家基因组科学数据中心 |
 国家微生物科学数据中心 |
 国家空间科学数据中心 |
 国家天文科学数据中心 |
 国家对地观测科学数据中心 |
 国家极地科学数据中心 |
 国家青藏高原科学数据中心 |
 国家生态科学数据中心 |
 国家冰川冻土沙漠科学数据中心 |
 国家计量科学数据中心 |
 国家地球系统科学数据中心 |
 国家人口健康科学数据中心 |
 国家基础学科公共科学数据中心 |
 国家农业科学数据中心 |
 国家林业和草原科学数据中心 |
 国家气象科学数据中心 |
 国家地震科学数据中心 |
 国家海洋科学数据中心 |