
国家材料腐蚀与防护科学数据中心
National Materials Corrosion and Protection Scientific Data Center
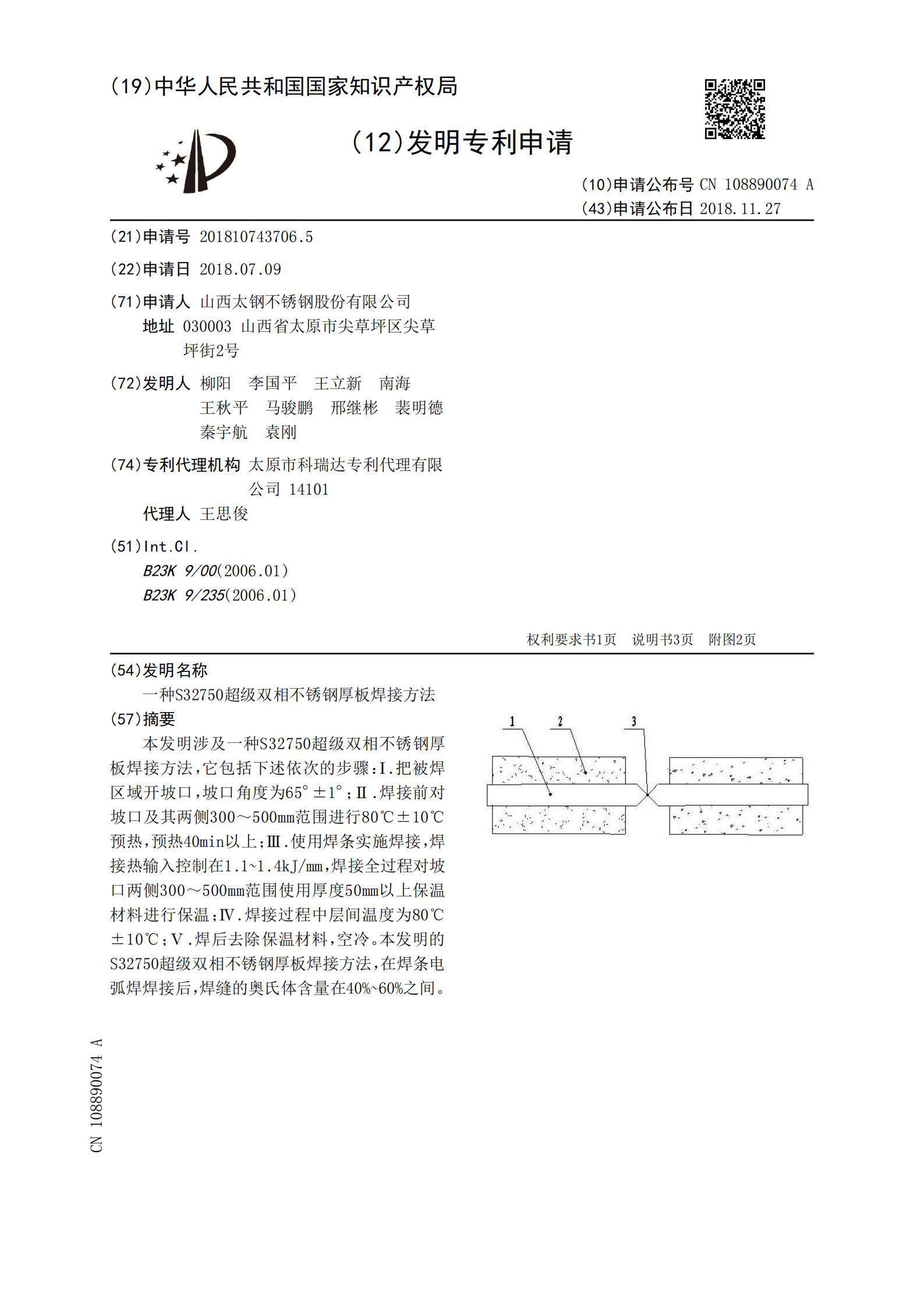
本发明涉及一种S3275超级双相不锈钢厚板焊接方法,它包括下述依次的步骤:Ⅰ.把被焊 区域开坡口,坡口角度65°±1°;Ⅱ.焊接前对坡口及其两侧300~500mm范围进行80℃±10℃ 预热,预热40min以上;Ⅲ.使用焊条实施焊接,焊 接热输入控制在1 .1 ~ 1 .4kJ/mm,焊接全过程对坡口两侧300~500mm范围使用厚度50mm以上保温材料进行保温;Ⅳ.焊接过程中层间温度为80℃ ±10℃;Ⅴ.焊后去除保温材料,空冷。本发明的S32750超级双相不锈钢厚板焊接方法,在焊条电弧焊焊接后,焊缝的奥氏体含量在40% ~ 60%之间。
The present invention relates to a method for welding thick plates of S3275 super duplex stainless steel, which includes the following steps in sequence: Ⅰ. Grooving the area to be welded with a groove angle of 65°±1°; Ⅱ. Pre-welding grooves and Preheat at 80℃±10℃ for more than 40min in the range of 300~500mm on both sides; Ⅲ. Use welding rod to carry out welding, and the welding heat input is controlled at 1.1 ~ 1.4kJ/mm, and the whole welding process has two grooves In the range of 300~500mm on the side, use insulation materials with a thickness of 50mm or more for insulation; IV. The interlayer temperature during welding is 80℃±10℃; V. After welding, remove the insulation materials and cool in air. In the S32750 super duplex stainless steel thick plate welding method of the present invention, after the electrode arc welding, the austenite content of the weld is between 40% and 60%.
 国家材料腐蚀与防护科学数据中心 |
 国家高能物理科学数据中心 |
 国家基因组科学数据中心 |
 国家微生物科学数据中心 |
 国家空间科学数据中心 |
 国家天文科学数据中心 |
 国家对地观测科学数据中心 |
 国家极地科学数据中心 |
 国家青藏高原科学数据中心 |
 国家生态科学数据中心 |
 国家冰川冻土沙漠科学数据中心 |
 国家计量科学数据中心 |
 国家地球系统科学数据中心 |
 国家人口健康科学数据中心 |
 国家基础学科公共科学数据中心 |
 国家农业科学数据中心 |
 国家林业和草原科学数据中心 |
 国家气象科学数据中心 |
 国家地震科学数据中心 |
 国家海洋科学数据中心 |