
国家材料腐蚀与防护科学数据中心
National Materials Corrosion and Protection Scientific Data Center
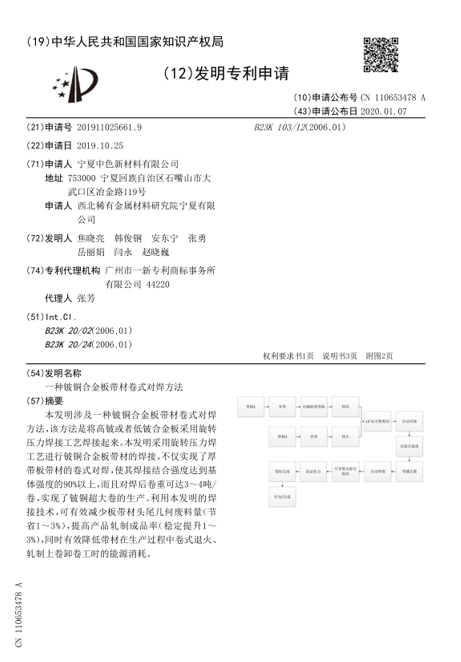
本发明涉及一种铍铜合金板带材卷式对焊方法,该方法是将高铍或者低铍合金板采用旋转压力焊接工艺焊接起来。本发明采用旋转压力焊工艺进行铍铜合金板带材的焊接,不仅实现了厚带板带材的卷式对焊,使其焊接结合强度达到基体强度的90%以上,而且对焊后卷重可达3-4吨/卷,实现了铍铜超大卷的生产。利用本发明的焊接技术,可有效减少板带材头尾几何废料量(节省1-3%),提高产品轧制成品率(稳定提升1-3%),同时有效降低带材在生产过程中卷式退火、轧制上卷卸卷工时的能源消耗。
The invention relates to a coiled butt welding method of beryllium copper alloy plate and strip. The method is to weld high beryllium or low beryllium alloy plates by a rotary pressure welding process. The invention adopts the rotary pressure welding process to weld the beryllium copper alloy plate and strip, which not only realizes the coil butt welding of the thick strip plate and strip, so that the welding bonding strength reaches more than 90% of the base strength, and the coil weight after butt welding It can reach 3 to 4 tons per roll, realizing the production of beryllium copper super large rolls. Utilizing the welding technology of the present invention can effectively reduce the amount of strip head and tail geometric waste (saving 1 to 3%), increase the product rate of rolled products (steady increase of 1 to 3%), and effectively reduce the strip in the production process Energy consumption of coil annealing, rolling, coil loading and uncoiling man-hours.
 国家材料腐蚀与防护科学数据中心 |
 国家高能物理科学数据中心 |
 国家基因组科学数据中心 |
 国家微生物科学数据中心 |
 国家空间科学数据中心 |
 国家天文科学数据中心 |
 国家对地观测科学数据中心 |
 国家极地科学数据中心 |
 国家青藏高原科学数据中心 |
 国家生态科学数据中心 |
 国家冰川冻土沙漠科学数据中心 |
 国家计量科学数据中心 |
 国家地球系统科学数据中心 |
 国家人口健康科学数据中心 |
 国家基础学科公共科学数据中心 |
 国家农业科学数据中心 |
 国家林业和草原科学数据中心 |
 国家气象科学数据中心 |
 国家地震科学数据中心 |
 国家海洋科学数据中心 |