记得吉利汽车的老总李书福说过一句话:“造汽车有什么难的,不就是四个轮子上面一个车厢,车厢里摆上几组沙发。”但是,就是这么容易造的汽车我们造好了没有?现在大街上跑的基本上都是外国品牌的汽车,美国的、德国的、日本的、韩国的,我们自己的自主品牌呢?还在低档车里苦苦挣扎。有人嘲笑奇瑞汽车是“奇瑞奇瑞,修车排队”,连技术含量如此低的汽车我们都没有完全做好,更别说集高精技术于一身的航母了。近20年来,中国政府在航母问题上的表态一直小心谨慎,除了要考虑政治、经济、军事各方面因素外,建造航母还需要有相应的科技水平。从技术角度看,如果中国建造航母,那么需要重点解决哪些技术问题呢?

首先,我们一直炼不出造航母用的专业钢材。你会说,造航母的钢材和造轮船的钢材有什么不同吗?当然不同,造航母需要专业钢材。
航母建造所使用的特种钢所要求的强度要远远高于普通军用船舶的钢强度要求,采用高强钢板可以减轻船体重量,增加抗弹能力。特别是飞行甲板的钢材,由于要承受舰载机起飞过程中的高热和高摩擦力,更要精益求精。因此,航母舰体一定要采用高强度合金钢。钢材的屈服强度一般在500~800兆帕,换算成我们熟悉的单位,大致是一厘米大小的地方要能够承受5000~8000公斤的冲击力。你看,这钢材抗压能力有多强。像油轮、散装货船,集装箱船等民用船所用钢的屈服强度有250兆帕就够使了,普通军用船只在300兆帕以下就行。建造一艘7.5万吨级的大型航空母舰,需用各种特殊品种厚钢板4万多吨。下面让我们来分别看一看航母不同地方需要的钢材情况。大型航空母舰需要的钢板品种规格繁多,一般可分为船体板、装甲板及结构板三大类。
船体用钢板要求比较低,基本上就是潜艇用的耐压板,屈服强度通常为450兆帕和550兆帕,钢板厚度为22~28毫米。船体的水下部分为了防止鱼雷与潜艇导弹的轰击,采用钢板厚度达150~203毫米。也有制成双层或三层船体,当外层钢板被击穿的时候,还有一层保护层,这样就增强了航母的抗打击能力。以前的航空母舰还在易受攻击的部分采用增挂装甲板的方式,以抵御各种意外的攻击。航母需要的另外一种钢材就是装甲钢板。
装甲钢板一般用在最为关键的核心部位。航母上有两个地方最重要,一个是指挥中心,指挥中心是航空母舰钢板最厚的部分,最厚达330毫米,有点类似坦克用的装甲钢板;另外一个地方是航母的动力系统。如果航母的机舱被破坏,那么航母就变成了挨打的活靶子,因此,机舱也要重点保护。重点保护的方式就是用装甲钢板。此外,炮台等地方也要用防弹装甲板进行保护。航母用钢的最重要部分是结构用钢板。结构板主要用于飞机跑道、隔仓及船体结构等,尤其是飞机跑道,要求极高。首先,要求飞行甲板能够承载20~30吨舰载机起飞和降落的沉重冲击。其次,还要承受喷气式飞机高达几千度的火舌的烘烤。所以,飞行甲板的屈服强度一般要达到800兆帕。还有,飞行甲板的厚度不能太厚,一般是40~50毫米,且要求不平度达5毫米/米以下,否则会影响飞机升降的质量。更重要的是,飞行甲板的板面越大越好,要尽量减少焊缝。总而言之,航用的结构钢板要求高强度、小厚度、大面积、能够在恶劣环境中使用。
美国用来制造航母飞行甲板的钢的屈服强度一般在850兆帕左右。他们现在已经生产了两种型号的特种钢。一种是HY系列特种钢材。HY-80的屈服强度在800兆帕左右,用于航母制造,是镍铬和加入钛的合金钢。而后美国又在HY-80钢的基础上,发展了屈服强度不低于686兆帕的HY-100钢,其也是当前美国海军航母重要部位的主要材料。另外一种是HSLA型钢材。HSLA-80钢是美国20世纪80年代研制成功的新型高强度、高韧性结构钢。该型钢已部分或全部取代HY-80钢用于建造大型水面舰艇,如驱逐舰、巡洋舰和航空母舰等,其中尼米兹级核动力航母的某些结构采用此钢种。HSLA-100钢是美国为新建的航母壳体和先进的攻击型核潜艇(非耐压壳体)而研制的钢,屈服强度约为690兆帕,其性能已达到HY-100钢的水平,板厚可达100毫米。HSLA-100钢的第一批订货是用于核动力航母“斯坦尼斯”号(CVN-74)。这种型号钢板由于采用了尖端低合金技术,其硬度超强,重量非常小,因此建造构件非常轻便,并且成本还很低。用HSLA-100这种特殊用钢建造的福特级航母,其整体重量减轻了很多,建造成本也节省许多。如果在航母舰体外壳上使用这种特种钢,它能够在提供相同或者更长的使用寿命情况下,比采用传统高强度钢建造的舰体外壳更薄,重量更轻。美海军原打算采用HSLA-100钢作为航母CVN-78的飞行甲板用钢,为了减轻重量,经过攻关,又研制出了HSLA-115钢。它的屈服强度达到了800兆帕,不仅可以降低航母的重心,还可显着减小飞行甲板厚度,从而减轻航母重量。此外,美国海军的建造冶金专家与日本的船舶专家在合作开发一项高强度合金钢焊接新技术,这门技术将会在很大程度上减少采用高强度钢建造航母而造成的成本增加。可以想象,采用这些新技术手段打造的美国航母将会更加坚硬和强悍。让我们再来看看另外一个航母大国英国的情况。英国在20世纪40年代以前制造舰船壳体主要采用UXW钢。50年代采用了屈服强度不低于431兆帕的QT28钢,1958年至1965年又广泛采用了屈服强度不低于549兆帕的QT35钢。

1965年,由于该钢在冶金中出现了层状撕裂问题,于是改用从美国进口的HY-80钢,以代替QT35钢。1968年,仿造HY-80钢获得成功,其化学成分与HY-80钢相当,但杂质元素控制得更严。20世纪70年代以后,英国还仿制了美国的HY-100钢和HY-130钢,英国命名为Q2(N)钢和Q3(N)钢。我们也来看看老对手日本的情况。日本的制造业那是全世界一流的,他们也能制造屈服强度比较高的特种合金钢。1959年,日本防卫厅组织有关部门开始仿制和改进HY-80钢,并定名为NS63钢,其可焊性与HY-80钢相当。从1968年起该钢用于建造潜艇,1971年建成“涡潮”号潜艇。后来,日本又研制出NS90特种钢,与美国航母用HY-130钢基本相当,其屈服强度达到了883兆帕,完全可以满足航母用钢的需求。所以我们说,虽然日本现在还没有真正意义上的航母,但是,日本完全具备制造航母的能力。
看完了日本,我们来看印度。2006年,印度为了让别人不说自己专门买“二手货”航母,发誓要自己建造航母。他们寄希望印度本土的钢铁公司能够生产出合格的钢材。但是等了两年,本国钢厂无法在短时间内制造出特种钢,造舰计划被白白耽搁了大约两年时间。最后没有办法,印度人只好求助于俄罗斯,俄罗斯一看印度走投无路了,决定狮子大开口,狠狠敲上一笔,结果印度用了7亿多美元从俄罗斯进口了大约1000吨圆头钢条,而整艘航母却需要约2万吨这样的钢材。俄罗斯竹杠敲得还挺厉害,要是这种钢材全部买回来,岂不是要140亿美元?印度当然买不起,进口特种钢只好用在关键部分,非关键部分的航母用钢只好让本国钢铁公司继续攻关。花了大价钱买了一部分航母用钢,印度挺心疼的。但是,他们还是很“自豪”,因为还可以买得到,而中国即使花再多的钱也买不到特种钢。据印度《环球新闻》报道,一位印度海军中尉以不屑的口吻嘲笑中国:印度的特殊地位决定它可以随心所欲地购买到航母特型钢。而中国呢?它连看一下这种钢的机会可能都没有!中国只能是自行研发特型钢,但这没有20年是做不到的。他的意思是我们虽然买贵了,但你们中国再贵也买不到造航母的特殊钢。中国人造航母,20年以后吧!等你们自己研制出特殊钢之后再说吧!不过,这印度吹牛皮还是有点资本的,一是它确实买到了特种钢,二是它自己也研制出了造航母的特种钢。由于买不起,印度人下决心自己解决航母用钢的问题。由印度海得拉巴国防冶金研究实验室和国防部海军领导下的M/S印度钢铁管理局有限公司、M/S Ess钢铁公司成功地生产出DMR-249钢板,并轧制成球扁钢。DMR-249钢将用于印度海军所有战舰的建造和修理中,而且国产的DMR-249钢将取代在印度海军中通用的其他钢种(除低磁钢U3 AK25和HY80以外),焊接DMR-249钢的有关国产焊接材料也通过了海军材料研究实验室的验收。DMR-249钢分成A、B级,它们属于含Ni的微量合金钢,在达到-60度的低温时仍具有较高强度和优良韧性。DMR-249B级钢材比DMR-249A级钢材强度更高,韧性和耐蚀性更好。DMR-249A级钢的屈服强度达390兆帕(相当于俄罗斯的ABA钢),DMR-249B级钢的屈服度达到了657兆帕,(相当于俄罗斯的AB2钢),基本上可以满足航母大部分地方的用钢要求。
现在,印度向正在承担建造首艘航空母舰的Garden Reach造船厂供应了DMR-249A型3000吨薄板和厚板以及540吨球扁钢,向科钦船厂供应了四批特种钢,每批4500吨薄板和厚板,1100吨球扁钢。根据美国航空母舰建造的经验,航空母舰的主壳体采用屈服强度为248兆帕的DH-36特种钢和屈服强度为448兆帕的HSLA-65特种钢;飞行甲板、防护装甲材料采用屈服强度为552兆帕的HY-80特种钢和屈服强度为690兆帕的HY-100特种钢。因此可以判断,印度产DMR-249A钢将作为主壳体材料,而DMR-249B钢将作为飞行甲板、防弹和防护装甲材料。说完了别国,再来说说我们自己。
张召忠海军少将曾介绍过一种情况:我们想造航母了,就把造航母的钱拨下去了。先拿出4000多万美元给造船厂作启动,修路啊,建船坞啊,盖工房啊,等这些基础设施都搞完了,才发现,我们没有造航母的钢!
据说,二次世界大战中,苏联的坦克装甲钢材比德国坦克差很多。就派特工,想方设法把冶炼这种合金需要哪些金属元素和配比比例的方法给偷了过来,然后照方抓药,进行冶炼,但试验了无数次,炼出来的合金钢,还是比德国的差好远。苏联人就去问掌握同样技术的欧洲某国家。这国家说,这种绝密技术专利,需要很多钱才能出卖。苏联起初舍不得这笔钱,但跟德国坦克交手总吃败仗,无奈,拿着钱又去找这个国家要求购买这项技术。人家接了钱,只给了苏联人一张小纸条,上面写着“你们现有的方法对着呢!只是在冶炼时,加以搅拌即可”。防锈、绝磁的特殊钢同样如此,都知道里面加一些铜金属就行,但不知道加多少,不知道怎么加,在什么条件下加。所以,即使你弄一块样品回来,也不一定制得出同样的钢材。

中国当年买回俄罗斯的“瓦良格”号,一直在大连海港呆着,好几年没有动静,原因是什么?原来就是我国没有航母钢材,连“瓦良格”号修都修不了。据说,“瓦良格”号刚拖来时就想修,当时大连造船厂和海军的人对“瓦良格”号进行了检查,结果发现,俄国人的造船水平比国内高得多。其中仅“瓦良格”号用的钢板,中国就根本没有。我们国内的军舰用钢也是抗海水腐蚀的,但是性能一般,所以必须要刷防锈漆。一般军舰,每三四年就要进船坞进行舰艇底部附着物,并重新刷防锈漆的大修。否则,海水对军舰底部的腐蚀,会严重影响舰艇的防护能力。而“瓦良格”号用的是俄罗斯的军舰特殊钢,在运到中国之前,已经好多年没有进行过防锈处理了,但是通过国内检查后发现,“瓦良格”号用的钢,可以自然抵抗海水腐蚀,所以“瓦良格”号外表面状态很好,中国拉来后,一直没有涂装,就在码头那里裸放着。一般重要军舰都是无磁的,即可以防止磁性水雷或者通过磁力探测到军舰。但地球自身是有磁场的,即使用低磁钢打造起来的军舰,在航行几年后,受地球磁场同化,军舰的钢铁也会带上磁力,所以一般三四年后,军舰要回船坞进行逆向消磁。而“瓦良格”号用的钢可以说是绝磁的,其从建造到运回中国,足足将近15年,到中国经过重新检测,磁力依然为零。当时一个接触“瓦良格”号的专家曾感叹说:“俄罗斯还是厉害,主要人家基础好,苏联留下的家底,中国就是追上20年,也很难全面超越啊,尤其是基础工业水平,严重制约了军事设备的发展。”
“瓦良格”号运到大连后,大连造船厂立刻对其进行试修复。首先发现的问题是,我们国家的钢板根本不行,比人家差了很多,用我们的钢板进行焊接,发现连接处强度根本不够,即使勉强修复,对“瓦良格”号整体防护性能也造成了很大的下降。所以,从2000年起,我国开始与俄罗斯谈判,要引进俄罗斯的军用特殊钢生产技术。
但是俄罗斯要价很高,条件也比较苛刻,光谈判,就谈了很长时间。技术引进后,国内组织技术进行生产。国内最先进的特殊钢生产基地是抚顺特钢公司(日本人1937年建的),中国的核潜艇,火箭,沈飞的飞机发动机,用的钢基本都是抚顺特钢造的。
但当时抚顺特钢进行国企改革,工人下岗很多,除了几个军品生产车间,几乎处于半停产状态。后来,辽宁省用效益较好的大连钢厂联合抚顺特钢组建了东北特钢集团(还上市了),由大连钢厂出钱,抚顺特钢出技术,在大连建了一个生产这种俄罗斯军用特殊钢的生产基地,花了十几个亿,并且每年还要给俄罗斯交很多专利费。
我国军事领域大量使用的钢材是907A、945和921A钢,是我国“十五”重点技术攻关项目。1985年以来,我国舰船材料研究部门和有关钢厂相继研制了屈服强度达390兆帕的907A钢、屈服强度为440兆帕的耐蚀高韧性含镍铬的945钢和屈服度达590兆帕的921A钢。现在中国生产出来的A710钢,和美国目前使用的高强度HSLA-80钢在生产工艺方面有点类似。鞍钢钢铁研究所对还对美国最新型的HSLA-100特种钢的生产、金相组织和性能进行了试验研究和初步探讨,发现这种钢在我国现有条件下进行生产是可行的。中国的航母用钢问题,在近年来才有突破性的进展。日本共同社于2009年7月19日援引加拿大权威军事杂志《汉和防务评论》的文章说,中国即将开始建造的航空母舰的钢铁,是由中国上海宝钢制造的特种钢,而宝钢公司建立时,日本曾经出资并提供技术。
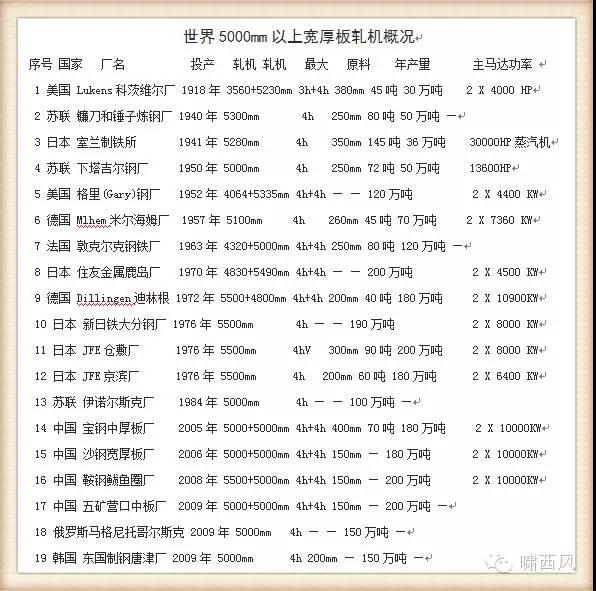
《汉和防务评论》指出,中国首个国产航母将会在上海长兴造船厂制造,之所以选在该厂建造,是因为比较方便从宝钢运输特种钢铁。宝钢是1978年《中日友好条约》结成以后,作为中日经济合作象征事业建立起来的。日本方面用政府开发援助(ODA)提供资金,技术由是新日铁提供。现在,宝钢作为中国首屈一指的钢铁生产厂,给军用船舶提供了很多钢材。《汉和防务评论》说,中国宝钢自从2005年引进新技术以来,已经达到了航母使用的高强度钢材国产化要求。航母的建造,除了需要特种钢之外,还需要大型的特宽厚钢板轧机。在军用造船领域,宽厚钢板是一个无法回避的问题,航母尤其如此。以美国“尼米兹”级航母为例,其飞行甲板面积达18200平方米,相当于3个足球场,由50毫米厚的HSLA-80钢板和复合装甲材料组成。飞行甲板既要承受战机起降时的强大冲击力和火焰灼烧,又要有足够的防弹能力,因此必须要用大尺寸钢板,以减少焊缝增加强度。若想制造出航空母舰用的宽厚钢板,需要5000毫米以上的现代化特宽厚钢板轧机,而这种轧机,设备吨位达7万多吨,厂房面积达20万平方米,投资达60多亿元,建设期需要6年以上。

历史上,各个国家建设特宽厚钢板轧机的一个主要目的,都是为了供应大军舰用板。1918年,美国为了建造航空母舰,在卢肯斯钢铁公司科茨维尔厂投产了一台世界上最大的5230毫米四辊式厚板轧机。1938年,德国在多特萦德赫尔德厂建成了一台5000毫米四辊式厚板轧机。1940年,苏联在莫斯科的“镰刀和锤子”钢铁厂投产一台5300毫米四辊式厚板轧机,大量生产坦克和军舰用宽厚钢板,在卫国战争中做出了重要的贡献。1941年,日本为了侵略战争,加速建造航空母舰,日本制钢公司室兰厂在很短时间内投产了一台蒸汽机传动5280毫米四辊式厚板轧机。这段时期内,英国、法国、捷克及西班牙等国家也相继建成了一批厚板轧机,使全世界海军力量得到了迅猛发展。
二次大战后,美国为了建造大型航空母舰,1952年在格里厂又投产了一台5335毫米四辊式厚板轧机。苏联为了加快海军的现代化,1946年在下塔吉尔厂将从德国拆回的5000毫米厚板轧机迅速恢复生产,并于1984年在伊尔诺斯克厂又投产一台5000毫米厚板轧机,专门生产航空母舰用厚板。长久以来,中国没有5000毫米的厚板轧机,所以,根本就无法生产出航母用的宽厚板,航母的建造也就无从谈起。我国第一台5000毫米宽厚板轧机于2004年6月在位于四川省德阳市的中国第二重型机械集团公司制造完成,2004年12月在宝钢一次热负荷试车成功,2005年3月开始投入生产。宝钢5000毫米轧机的研制成功并投产,对我国钢铁工业的发展及国防建设具有十分重要的意义,标志着我国钢铁生产在质量和品种方面登上了一个新台阶,使我国具备了大宽厚、高强度材板的生产能力,填补了国内优质宽厚板材生产多项品种、规格上的空白。同时,该轧机的研制使我国重型装备制造技术达到了世界先进水平。5000毫米轧机生产的产品厚度为5~150毫米,最大能到400毫米;宽度为900~4900毫米;最大长度25米。全线建成后,年产量可达180万吨。宝钢和二重通过自主研发生产出来的5000毫米厚板轧机,虽然技术不是很先进,但毕竟是我国自己研制出来的,为我国自行制造航母立下了汗马功劳。该轧机后来又进行了技术改造,技改于2008年12月正式完成。承担我国军工用钢的主要是三家钢铁企业,除了宝钢之外,还有鞍钢和舞钢。鞍钢建设的是比宝钢更大的5500毫米宽厚板轧机,它是目前世界最大规格的宽厚板轧机米轧机生产线。由中国一重集团与德国西马克?德马格(SMSDemag)公司联合设计。其生产的钢板厚度最大可达400毫米,是普通轧机的4倍以上,可用作航母、战列舰、坦克等武器装甲钢板。钢板宽度达5300毫米,是普通轧机的2倍以上;单块钢板重达200吨,是普通轧机的5倍以上。2009年7月10日上午11时08分,鞍钢鲅鱼圈新厂的核心设备——5500毫米宽厚板粗轧机热负荷试车成功。该轧机的成功制造,标志着我国完全能够生产出制造航母的特种钢材。
目前,全世界已建成的5500毫米轧机仅有6台,分别位于日本新日铁大分钢厂、JEF京滨厂(原日本钢管扇岛厂)、JEF仓敷厂(原川崎制铁水岛厂)、住友金属鹿岛厂、德国迪林根钢厂和中国鞍钢鲅鱼圈新厂。随着宝钢5000毫米轧机和鞍钢5500毫米轧机的建成,中国政府于2009年正式启动了航母建造程序。

新投产的四台 5米轧机中,宝钢5000mm宽厚板轧机是我国首台5米级轧机,生产线建在宝钢一炼钢厂区内,总投资46亿元,分两期建设,一期建设一台5000mm四辊 可逆式精轧机和立辊轧机,轧制力10000吨,主机功率20000KW,采用液压AGC轧辊定位、CVC板形控制等新技术。设计产能140万吨,主要生产 大口径输油气管线、高强度船板、高强度建筑结构板、压力容器板等国内紧缺钢板品种。产品最大宽度4.8米,厚150毫米,长25米,单重25.3吨。由一 炼钢区3座300吨转炉经二次精炼后供坯。轧机设备由国内技术总成,机架单重388吨,由二重铸造,电器及自控系统分别由德国SMS- Demag及Siemens提供。热处理线由德国LOI公司提供。二期增建一台5000mm四辊式粗轧机,与一期建设的精轧机组成双机架配置,年产能提高 到180万吨,轧制厚度提高到400mm,最大单重60吨。一期工程自2002年9月28日开始建设,2005年3月1日投产。与宽厚轧机配套的厚板连铸 工程同期建成,设备由日本JSP和安川公司提供。二期工程增建的5000mm粗轧机于2008年12月8日投产。


沙钢5000mm轧机是我国第二条5米级厚板生产线,于2003年4月开始筹建,项目总投资42亿元,分两期建设,一期设计产能180万吨,二期提高到 200万吨。总体设计由中冶赛迪负责,主体设备由西门子奥钢联、ABB提供,厂区占地55万平方米,主车间厂房长1356米,宽276米。一期工程于 2006年12月投产,主要设备包括:一台5050mm带附着式立辊的四辊可逆式精轧机,最大轧制力10000吨,机架牌坊重536吨,为拼焊结构。两座 245t/h步进式加热炉、一套MULPIC控制冷却系统、一台四重9辊全液压热矫直机、一台四重11辊全液压冷矫直机、一座54×76m冷床、一座宽 38×27m冷床以及由切头分段剪、滚切式双边剪、剖分剪、定尺剪组成的高效剪切线和配套设施。二期工程于2007年9月26日开工,预计2009年底建 成投产。
此外,湖南华菱湘潭钢铁集团投资100亿元,建设一条5000mm双机架四辊式厚板轧机生产线和300万吨炼钢连铸生产线,2008年11月开工,预计 2010年投产。河南舞阳钢铁计划投资68.5亿元,建设一条5000mm双机架四辊式厚板轧机生产线,预计2012年投产。舞钢防城港千万吨钢铁基地计 划建设一条5500mm双机架四辊式厚板轧机生产线,预计2012年投产。还有部分钢铁企业计划新建的5米轧机项目因受金融危机影响,处于调整缓建状态。
除中国以外,韩国浦项制铁、东国制钢等企业为满足造船钢板需求,相继投建2条5米轧机生产线,部分轧机设备由我国出口。俄罗斯马格尼托哥尔斯克钢厂、新利佩茨克钢铁公司、联合冶金(OMK)维克萨厂、印度埃萨钢铁集团Hazira中厚板厂,也将建设5米以上轧机生产线。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注国家材料腐蚀与防护科学数据中心http://www.ecorr.org