电厂闭式泵轴突然断裂,凶手竟然是沿晶分布的网状碳化物
2018-06-12 12:38:10
作者:程强,王若民 来源:《金属加工(热加工)》杂志
某电厂闭式循环冷却水泵型号SX400-460,卧式离心式,流量2200m?/h,扬程45m,转速1450r/min。闭式循环冷却水泵作用是将介质(除盐水)加压后,输送到各有关设备的热交换器,再返回闭式循环冷却水泵入口,形成闭式循环冷却水系统。该系统的补水来自闭式循环冷却水膨胀水箱。
闭式循环水泵泵轴材质3Cr13,属于中碳马氏体不锈钢,因含碳较高,故具有较高的强度、硬度、耐磨性和淬透性,一般是在调质状态组织回火索氏体状态下使用。泵轴在转动过程中受到扭转力、支撑力、弯曲力和推力等,受力情况比较复杂,同时轴系还会振动。闭式循环水泵在运行过程中,泵轴突然发生断裂,导致闭式循环水泵停运,影响了正常生产。
1.断裂原因分析
为了查清闭式循环水泵泵轴断裂原因,对断裂的泵轴进行了断口形貌检验、光谱检验、金相组织检验和机械性能检验。
(1)断口形貌检验
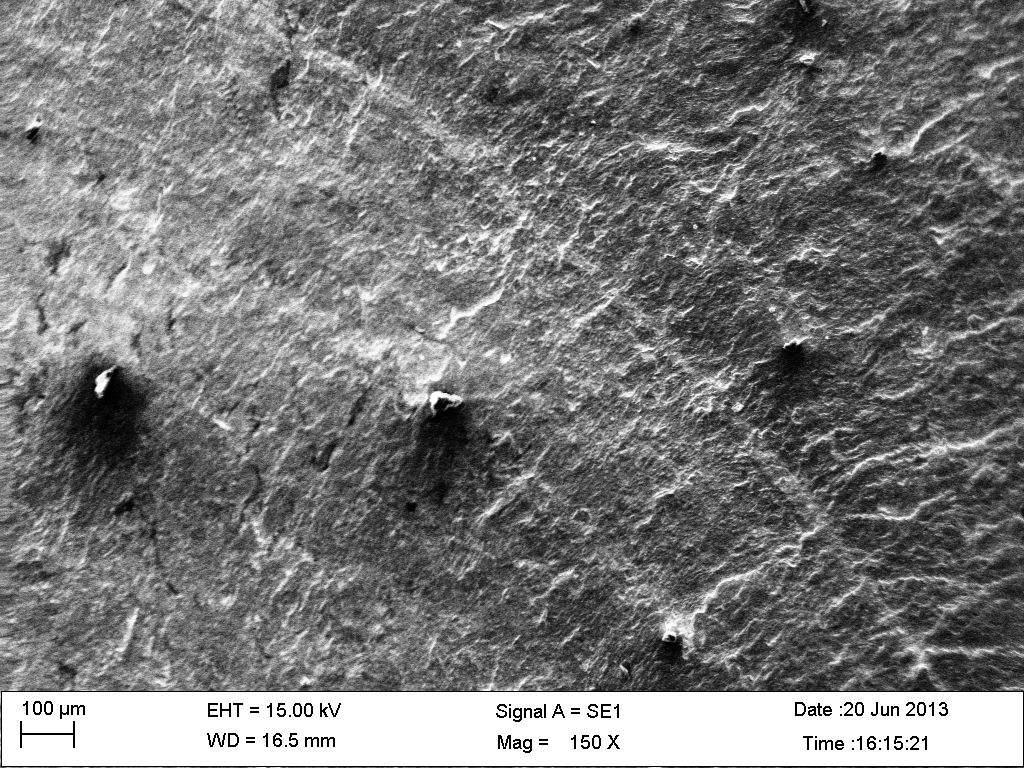
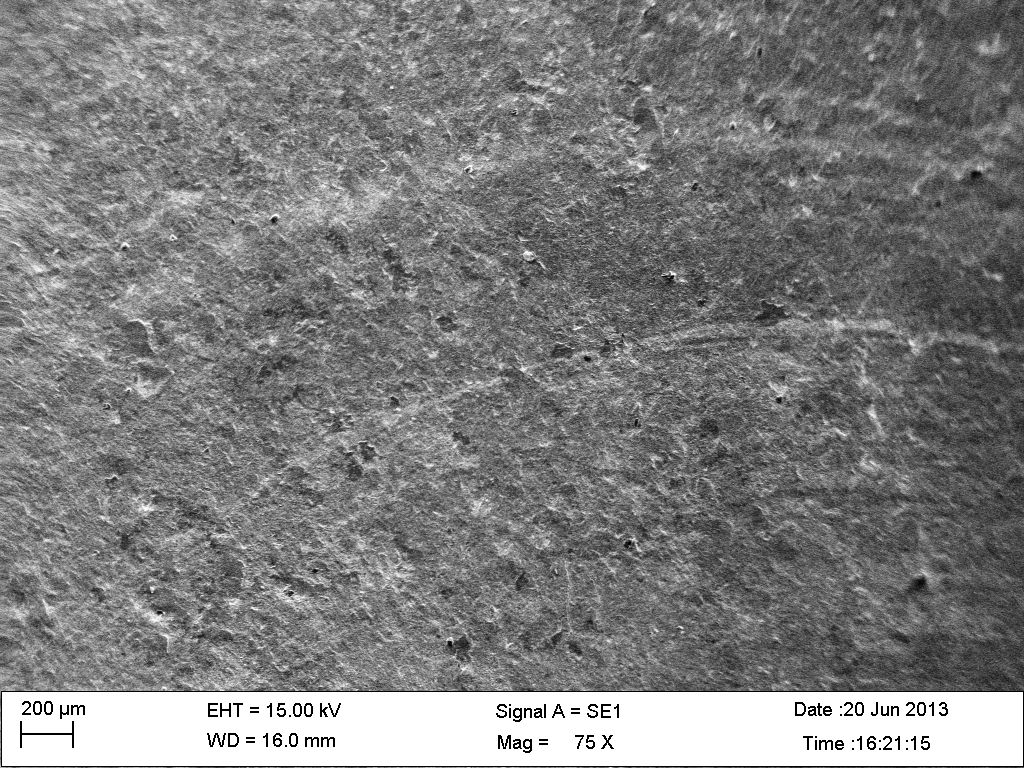
泵轴断口附近没有明显塑性变形,泵轴断裂发生在键槽处,键槽出现破裂损坏,轴横断面上靠近键槽边缘处颜色较深(见图1),可观察到贝纹线形貌,该处为裂纹源区,在电子扫描显微镜下可见清晰的疲劳条纹形貌(见图2)。由此可见,泵轴属于疲劳断裂,首先轴键槽处产生小裂纹,形成疲劳源,然后泵轴在转动中的交变载荷作用下,裂纹逐渐扩展,最后扩展至临界尺寸,不能承受交变载荷的作用,导致突然断裂,在瞬断区形成过载断裂形态。
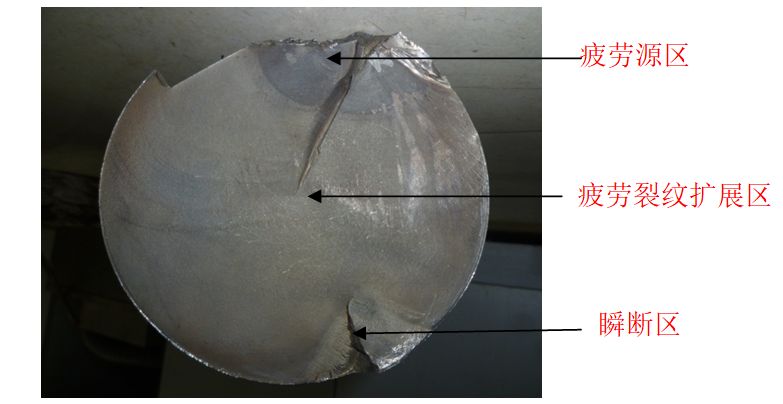
图1 泵轴断口宏观形貌
(a)
(b)
图2 泵轴断口在电子扫描显微镜下的疲劳条纹
(2)光谱检验
取泵轴光谱试样,在SPECTRO TEST光谱分析仪上进行化学成分试验分析,结果见表1,该轴化学成分含量与GB/T 1220—2007《不锈钢棒》中3Cr13的要求相符,说明泵轴材料化学成分正常。
表1 泵轴光谱检验结果(质量分数) (%)
|
元素
|
C
|
Si
|
Mn
|
P
|
S
|
Cr
|
Ni
|
|
含量
|
0.30
|
0.69
|
0.298
|
0.017
|
0.005
|
12.58
|
0.153
|
|
要求
|
0.26~0.35
|
≤1.00
|
≤1.00
|
≤0.04
|
≤0.03
|
12.0~14.0
|
≤0.06
|
(3)金相组织检验
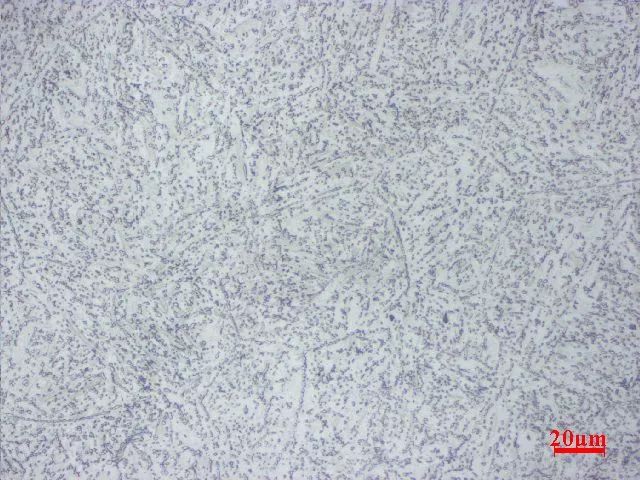
在泵轴断面键槽附近沿轴纵向截取金相试样,制样后使用FeCl3盐酸溶液进行腐蚀。从图3可见,裂纹率先萌生于轴键槽处表面,组织为均匀的回火索氏体组织,晶界上出现了异常的网状分布的碳化物。在电子扫描显微镜下,可清晰观察到晶界上的断续的网状碳化物形态(见图4)。泵轴出现晶界呈网状分布的碳化物一般是因为原材料在锻造或退火过程中,加热温度过高或保温时间过长,造成奥氏体晶粒粗大,并在缓慢冷却中,在奥氏体晶界上析出二次碳化物,呈网状分布。网状分布碳化物的出现削弱了晶粒间的联系,破坏了金属的联系性,会使轴的力学性能尤其是冲击韧度急剧下降。

(a)100×
(b)500×
图3 轴纵向截面金相组织
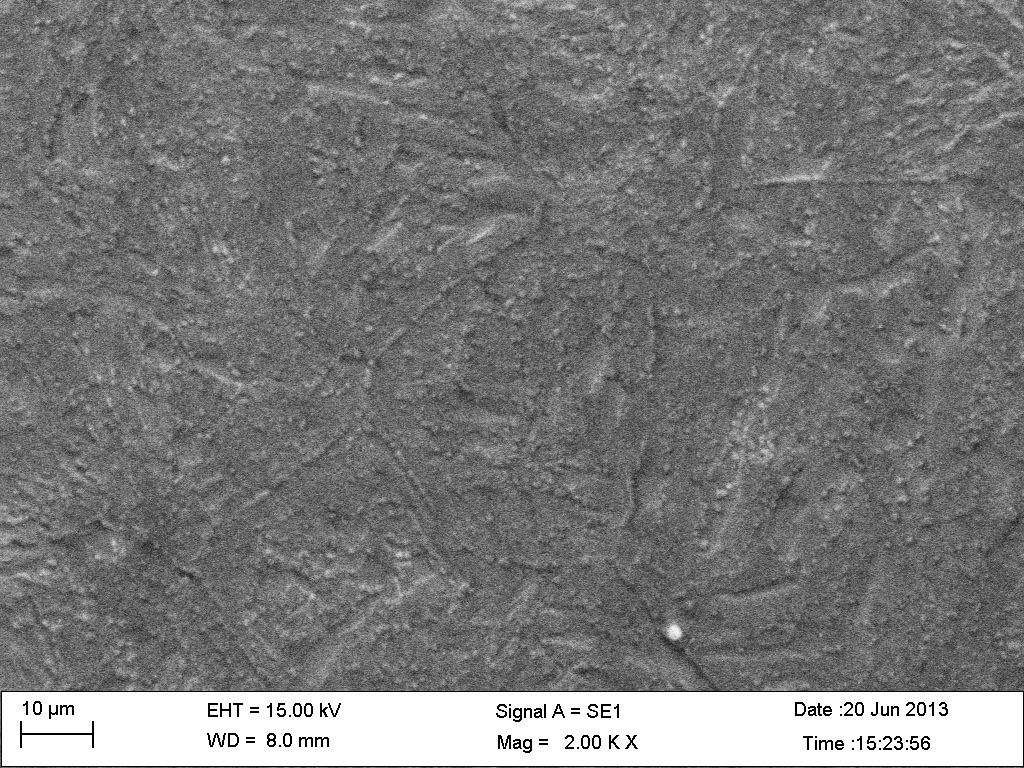
图4 电子扫描显微镜下得沿晶网状分布碳化物(2000×)
(4)力学性能检验
沿泵轴纵向截取拉伸试样和U口冲击试样,在CMT5105电子万能试验机上进行材料拉伸性能试验,在JB-300C冲击试验机上进行夏比摆锤冲击试验,结果见表2,材料的冲击吸收功在10.2~16.3J之间,均小于24J,表明泵轴材料冲击韧度较差,不符合标准要求,原因是金相组织中存在的沿晶网状分布碳化物。
表2 力学性能试验结果
|
检验项目
|
抗拉强
度/MPa
|
屈服强
度/MPa
|
断后伸
长率(%)
|
冲击吸
收功/J
|
|
1
|
918
|
674
|
19
|
16.3
|
|
2
|
927
|
675
|
21
|
10.8
|
|
3
|
934
|
692
|
14
|
10.2
|
|
4
|
—
|
—
|
—
|
15.1
|
|
要求
|
≥735
|
≥540
|
≥12
|
≥24
|
(5)断裂原因分析综上所述,泵轴断裂属于疲劳断裂。闭式循环水泵运行中泵轴在复杂受力条件下,首先在键槽形状突变处产生裂纹,裂纹在轴交变载荷下经疲劳扩展至轴心部形成了最终宏观开裂。
键槽处会出现裂纹主要是因为泵轴材料存在沿晶分布的网状碳化物,分割了金属基体,对强度影响不大,但会使材料脆性增加,冲击韧性大幅降低,使泵轴容易产生裂纹和疲劳断裂。3Cr13出现沿晶网状碳化物一般是因为原材料的锻造或者退火温度过高所致,该组织如果没有经过其它热处理工艺(如球化退火)进行改善,就会保留在最终成型的泵轴中,从而留下泵轴失效隐患。
另一方面,因轴键槽处为形状突变区,易于产生应力集中,在材料存在缺陷的情况下该处率先出现了开裂。
2.对策
为了防止泵轴出现沿晶分布的网状碳化物,防止泵轴出现疲劳断裂,保证闭式循环水泵安全稳定运行,特制定以下应对策略:
(1)泵轴制造过程中,应严格执行热处理工艺,防止出现网状碳化物。当金相组织中出现网状碳化物时,可采用正火或退火工艺。当网状碳化物不严重,可以采用退火工艺。当存在较严重网状碳化物时,可以正火(1100±10)℃空冷,再根据钢种及硬度进行回火以消除应力,而后按正常热处理工艺进行调质。
(2)加强对泵轴质量检验验收工作。对泵轴进行金相检验、硬度检验、光谱分析,必要时取样进行机械性能试验(特别是冲击韧性试验),及时发现不合格泵轴,防止不合格泵轴投入使用导致事故。
(3)优化泵轴键槽形状,采用圆滑过渡结构,降低应力集中程度,防止在键槽处产生裂纹。
(4)加强对运行循环水泵泵轴维护保养和检修工作,调整好循环水泵泵轴动平衡,控制轴系振动在标准范围内,利用停机机会对泵轴进行渗透检测,特别注意键槽处。
(5)加强设备巡检,注意闭式循环水泵振动、轴承温度等。
3.结语
闭式循环水泵作为电厂辅机设备之一,其正常运行对机组安全运行具有重要意义,我们必须保证泵轴质量合格,满足使用要求。一旦循环水泵泵轴制造热处理工艺执行不良,就很有可能导致泵轴金相组织中出现沿晶界分布的网状碳化物,就会导致泵轴脆性增加,冲击韧性大幅下降,再加上泵轴键槽处应力集中,运行中泵轴就容易出现疲劳断裂,导致循环水泵停运,影响发电机组正常生产。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。