导读:在对世界航空动力技术加速发展态势进行简要综述的基础上,对航空发动机关键材料技术的发展现状与趋势进行分析研究,并按照一代新材料、一代新型发动机的思路,提出先进航空发动机主要部件和系统对材料技术的发展需求,并从质量稳定性和工艺成熟度、工程化研究和验证、材料体系和数据、复合材料、适航取证等方面,对提高我国材料技术的发展和应用水平提出了建议。
1、世界航空发动机技术呈加速发展态势
从二战结束到21世纪初,军用喷气战斗机及其动力的发展大致经历四次更新换代。推重比8—级涡扇发动机是目前世界主要大国现役第三代主力战斗机的动力。第四代推重比10发动机从20世纪80年代中期开始发展,其典型机种有美国的F119、西欧四国的EJ200、法国的M88-III、俄罗斯的AL-41F。2005~2007年开始,配装推重比10—级先进涡扇发动机的第四代战斗机(如美国的F/A-22和F-35),已经陆续取代现役的第三代战斗机,成为美国和部分西方国家,甚至我国部分周边国家和地区21世纪上半叶的主战机种。
民用运输机和旅客机的动力也大致经历了四个阶段:早期为活塞式发动机,1949年出现了第一种用涡轮喷气发动机“埃汶”为动力的民航客机——“彗星号”,标志着民用飞机喷气发动机时代的到来。第三阶段为20世纪60年代初的低涵道比(1.5~2.5)涡轮风扇发动机,耗油率为0.07~0.08kg/(N*h),广泛用于波音-727、-737,DC-9,“三叉戟”等飞机,逐步代替了耗油率高、经济性差的涡喷发动机。
1970年1月22日,装有4台涵道比为5.2、推力为193.lkN(19700kgf)的JT9D-3型大涵道比涡轮风扇发动机的大型远程旅客机波音747-100投人航线使用,标志着民用航空动力进人了全新的大涵道比涡扇发动机时代。自20世纪70年代初第一代大涵道比涡扇发动机JT9D、CF6和RB211投人使用以来,目前已经发展了五代,其耗油率比第一代民用涡扇发动机降低约20%。
2001年美国GE公司为波音-777研制成功GE90-115B高涵道比涡扇发动机,推力达到547kN(55826kgf),耗油率下降到0.05kg/(N*h)左右,是当今世界上推力最大的发动机,被收入吉尼斯世界纪录中。目前,世界上窄体干线客机的动力100%选择了涡扇发动机;用涡扇发动机为动力的支线客机订货量已超过70%;大涵道比涡扇发动机使双发大型远程宽体客机实现了不着陆的越洋飞行。航空使世界变成了“地球村”,现在人们可以在24h内到达世界上的任何地方。
工业水平的提高、科学技术的进步和经济实力的增强,是航空动力快速发展的源动力。世界航空强国在重视教育、科技和工业技术发展的同时,对航空动力技术的预先研究和试验验证给予极大的重视,开展了一系列大型研究计划,为各种先进军、民用发动机提供了坚实的技术基础。
特别值得指出的是,美国于20世纪60年代初至80年代中在连续实施十多项发动机研究计划的基础上,在研制第四代发动机(F119)的同时,从1988年起至2003年又投人50亿美元巨资,由军方、政府及工业界联合实施不针对特定发动机型号的“综合高性能发动机技术计划”(即IHPTET计划);其目标是利用最新的科技成果,使推进系统的技术能力在1988年的基础上翻一番,到2005年左右突破推重比12~15—级发动机的关键技术,并通过大量试验验证,不断将新的成果用于型号,为其研制提供强有力的技术支持。这意味着他们用15年左右的时间,在推重比、耗油率、成本等方面取得的技术进步,相当于过去30~40年所取得的成就。
在IHPTET计划取得巨大成功的基础上,美国政府和军方又制定了其后继计划——多用途、经济可承受的先进涡轮发动机(VAATE)计划,准备再用12年时间(2006~2017)、大约再投人37亿美元,通过多用途核心机、耐久性和智能发动机三个重点领域的研究,在2017年左右使发动机经济可承受性(定义为能力与寿命期成本之比,其中能力为推重比与中间状态耗油率的函数)提高10倍。
为了同美国竞争,以英国为主,意大利和德国参与共同实施了与IHPTET类似的先进核心军用发动机计划的第二阶段(ACME-n),英国和法国又联合实施了先进军用发动机技术(AMET)计划,德国宇航研究院联合企业界独立实施了针对民机的3E(环境、效率和经济性)发动机研究计划。日本早已通过专利生产第三代发动机,并参与世界一流水平的大型民用涡扇发动机的国际合作研制,目前又正在与美、英合作研制飞行速度5倍于声速的HYPR-90组合循环发动机,力图在高超声速推进技术领域抢占领先地位。印度的军用发动机在部分依靠与国外合作的条件下采取自主研制的途径,自行研制的推重比8—级GTX-35VS双转子涡扇发动机已经首飞,在推重比10以上涡扇发动机和高超声速组合动力关键技术研究方面也取得了不少进展。
上述情况充分表明,世界航空推进技术正呈现出一种加速发展的态势。
2、航空发动机关键材料技术的发展现状与趋势
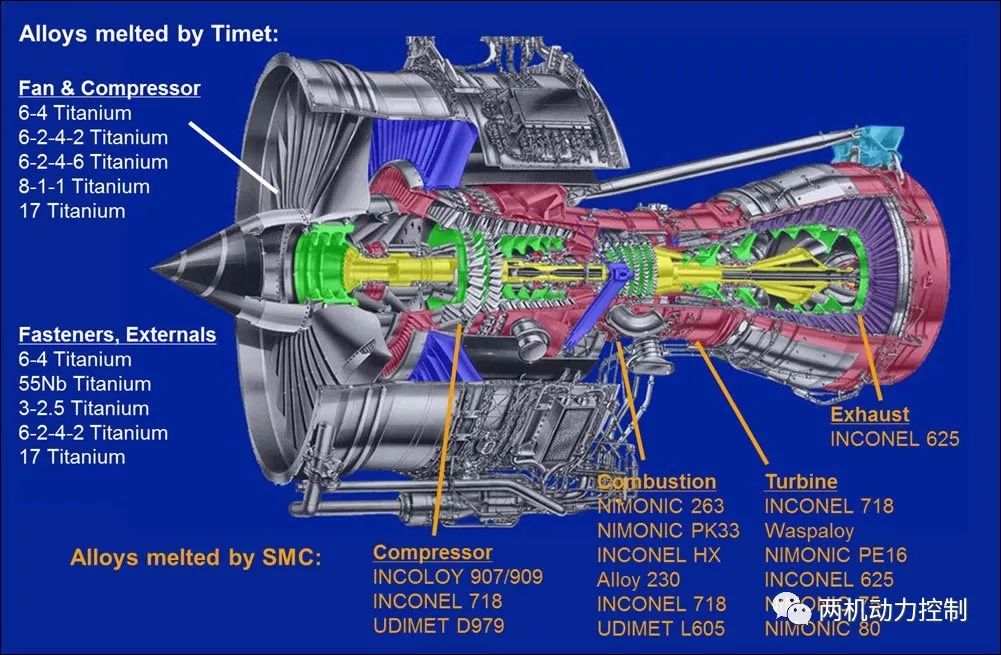
航空发动机是在高温、高压、高速旋转的恶劣环境条件下长期可靠工作的复杂热力机械,在各类武器装备中,航空发动机对材料和制造技术的依存度最为突出,航空发动机高转速、高温的苛刻使用条件和长寿命、高可靠性的工作要求,把对材料和制造技术的要求逼到了极限。材料和工艺技术的发展促进了发动机更新换代,如:第一、二代发动机的主要结构件均为金属材料,第三代发动机开始应用复合材料及先进的工艺技术,第四代发动机广泛应用复合材料及先进的工艺技术,充分体现了一代新材料、一代新型发动机的特点。
在航空发动机研制过程中,设计是主导,材料是基础,制造是保障,试验是关键。从总体上看,航空发动机部件正向着高温、高压比、高可靠性发展,航空发动机结构向着轻量化、整体化、复合化的方向发展,发动机性能的改进一半靠材料。据预测,新材料、新工艺和新结构对推重比12~15—级发动机的贡献率将达到50%以上,从未来发展来看,甚至可占约2/3。因此,先进的材料和制造技术保证了新材料构件及新型结构的实现,使发动机质量不断减轻,发动机的效率、使用寿命、稳定性和可靠性不断提高,可以说没有先进的材料和制造技术就没有更先进的航空发动机。
正是由于不断提高的航空发动机性能对发动机材料与制造技术提出了更高的要求,各航空发达国家都投人了大量人力、物力和财力,对航空发动机用的材料与制造技术进行全面、深人的研究,取得了丰硕的成果,满足了先进发动机的技术要求。
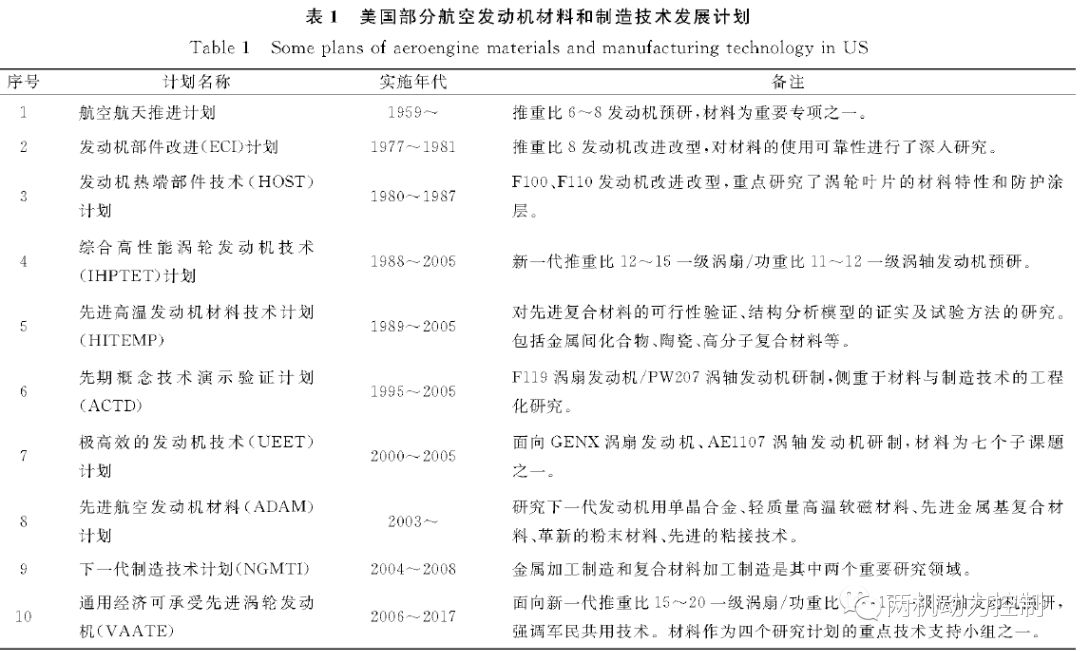
从国外航空发动机材料与制造技术的发展情况来看,加强材料与制造技术工程化研究是缩短发动机研制周期、减少应用风险、增加研制投人产出比最有效的途径之一。因此从20世纪70年代至今,航空发达国家安排了一系列的发动机材料和制造技术工程化研究计划,规划了整个材料和制造技术领域的发展方向,为各种先进军、民用发动机提供了坚实的技术基础。如美国综合高性能发动机技术(IHPTET)计划、下一代制造技术计划(NG-MTI),美国空军复合材料经济可承受性计划(CAI)等(见表1)。
通过这些国家层面的大型研究计划,大大推动了一批新材料和新工艺在发动机上的应用,使得材料耐温、强度水平不断提高,满足了部件的承温承载要求;高可靠性轻量化结构和精密、高效、低成本制造技术迅速发展和应用,满足了发动机新型整体结构的设计要求,使得发动机部件重量越来越轻;先进涂层技术和特种制造技术得到了广泛应用,大大缩短了发动机研制周期、使得新型航空发动机的性能不断提升。
3、先进航空发动机对材料技术的需求
先进航空发动机主要指第四代和新一代更高推重比/功重比的军用涡扇/涡轴发动机,以及新一代干线客机用大涵道比涡扇发动机,这类先进发动机除具有更高的性能指标外,还要全面满足可靠性、安全性、经济性、适航性、环保性等要求,对材料和工艺提出了新的发展需求,主要包括:
(1)风扇和压气机
钛合金/高温合金双性能(精锻+高速铣+线性摩擦焊)整体叶盘,整体叶环(碳纤维树脂固化环冠箍或SiC纤维增强钛基复合材料),宽弦或小展弦空心掠形叶片(钛合金超塑成形/扩散连接(SPF/DB)+线性摩擦焊),风扇/压气机轴和轴颈采用SiC纤维钛基复合材料,整流叶片及机匣采用阻燃钛或Ti2AlNb合金,风扇和压气机机匣采用增强纤维三维编织(0PC)技术,Alloy C阻燃钛合金压气机机匣,有机复合材料机匣等。
(2)燃烧室
耐温1450~1650°C的陶瓷基复合材料(CMCs)或MA956合金瓦片浮壁燃烧室,Lamilloy多孔层板火焰筒,抗氧化C/C复合材料或MA956合金Lamilloy多孔层板加力衬筒,精铸r-TiAl+HIP多通道扩压器,Ti2AlNb合金或其复合材料燃烧室机匣等。
(3)涡轮
Rene88DT/N18涡轮盘,CMSX-4G/PWA1484+热障涂层(TBCs)涡轮叶片,涡轮动叶和导叶采用热障涂层,涡轮动叶采用单晶对开叶片或双层壁发汗冷却铸冷叶片,导叶采用陶瓷基复合材料(CMCs)或NiAl,MA956多孔层板高效冷却双叶片,双腹板盘、双结构盘或辐条式盘双性能粉末涡轮盘或含Nb的TiAl合金或SiC纤维增强金属基复合材料(MMC),涡轮机匣采用超纯高温合金或Ti2AlNb合金或其复合材料,低压涡轮轴采用SiC长纤维钛基复合材料(比IN718轴减重30%、比钛轴刚性增加40%)等。
(4)加力/喷管/机械系统
蜂窝或多孔层板结构钛合金加力筒体,MA956合金多孔层板隔热屏,陶瓷基复合材料或C/C复合材料喷管调节片/密封片,Ti2AlNb合金(SPF/DB)调节片支撑结构,高强高韧不镑钢+表面强化齿轮和轴承,润滑系统为-50~220/250°C低挥发、高润滑油(氟硅油),指尖+刷封+蜂窝低、中、高温封严装置,密封件为-50~350°C氟醚橡胶或金属橡胶等。
(5)其他
特种涂层技术:热障涂层(TBCs),抗氧化高温涂层,低、中、高温硬质、轻质封严涂层,低、中、高温硬质、轻质耐磨涂层,钛合金防应力腐蚀、抗冲刷涂层和隐身涂层等。
各类表面强化和光饰技术:激光冲击强化,全方位离子注人,双辉表面改性,磨粒流和超声或振动光饰技术等。
高能焊接技术:电子朿、离子朿、激光、辉光和摩擦焊等。
4、几点思考和建议
新中国建立以来,随着我国航空发动机研制过程的开展,对于配套的材料研制和制造技术也进行了大量的型号攻关工作,先后完成了铝合金、钛合金、高强度钢、镍基高温合金、树脂基复合材料、各种涂层材料、非金属材料等数百种材料仿制、研制,制定了一千余份材料和工艺标准,形成了航空发动机材料和制造技术生产能力。但由于种种原因,材料和制造技术仍是制约我国航空发动机发展的重要因素之一,应找准问题、统筹规划、协调发展、重点突破。
对此,我有以下几点看法和建议:
(1)进一步提高现役发动机关键材料的质量稳定性和工艺成熟度
国产现役航空发动机都是多年前仿制国外或自行研制和改进改型的发动机,经过较长时间的使用,迫切需要进一步延长使用寿命,保证我国空军的战斗力。这些发动机采用的主要材料和制造技术,由于其研制时的认识和经费的限制,对材料和制造技术工程化的深人研究不够,在发动机服役过程中,材料和制造技术的技术质量问题时有发生,如材料质量不稳定引起性能波动、工艺成熟度不高造成零件合格率较低、设计用材料性能数据缺失等,给定寿、延寿及排故工作带来一些障碍,甚至严重影响了部队的作战训练。
(2)进一步加强新研和在研材料的工程化应用研究和验证
国外研究的经验和国内研制的实践表明:工程化应用研究是新材料与制造技术提高其成熟度的必由之路,不可缺少;不经过工程化应用研究,材料与制造技术存在的各种问题就难以得到充分暴露,从而为后面的型号研制带来很大的风险,甚至严重拖延型号的研制进度,大幅增加研制成本。
特别是部分已有预研成果的项目,由于缺乏工程化应用研究验证,难以被发动机设计所选用,导致部分成熟发动机发展后劲不足、在研发动机研制缺乏有力的技术支持、新研发动机技术储备不够,部分型号无法按照节点完成研制任务。这些都需要通过新材料的工程化应用研究,尽快突破新材料、新结构的制造技术,稳定制造工艺流程和质量,提高技术成熟度。
(3)梳理材料体系,优选品种,完善数据,建立完善我国自主研制的发动机材料谱系和试验数据库
由于历史原因,我国航空发动机材料重复仿制现象较严重,造成材料牌号多、生产批量少、材料标准兼容性差、材料性能数据不全且分散度较大等问题,如:提供给设计使用的数据有缺项;工业生产条件下毛坯的性能数据不足,数据的可信度不高;与制造技术相关联的材料性能数据更显不足等。有必要下大决心,进一步梳理材料体系,优选品种,完善数据,建立完善我国自主研制发动机必不可少的材料谱系和试验数据库。
(4)大力加强发动机用高性能复合材料的研究和验证
复合材料构件具有材料/结构/制造一体化特征,是先进发动机突破轻量化和整体化的关键途径之一。其中纤维增强树脂基复合材料、纤维增强钛基复合材料、纤维增强陶瓷基复合材料分别是支撑未来先进发动机低温部件、中温部件和高温部件的三大关键新型材料。
我国复合材料研究起步较晚,目前存在的主要问题有:缺乏复合材料构件一体化设计方法;对复合材料的损伤失效模式认识不清,尚未完全建立复合材料构件的设计准则;缺乏复合材料构件的验证考核方法等。
(5)重视民用航空发动机材料的适航取证研究工作
在民用航空发动机用材料方面,我国现有发动机产品系列不全,适航取证经验缺乏,大涵道比涡扇发动机和长寿命航改燃机刚刚起步,长寿命、高可靠性发动机材料和制造技术工程化应用研究还是空白,与型号的迫切需求还存在明显的差距。需要在民用航空发动机材料的适航取证方面进行补课,尽快开展相关研究工作。(作者:刘大响院士,中国航空发动机集团有限公司)