引言
汽车腐蚀不仅影响美观,还直接影响汽车的性能指标、安全性、可靠性和使用寿命。同时,还会造成能源的极大浪费以及对环境的严重污染。
随着国家逐步走向低碳经济,汽车企业已不再单纯依赖汽车的可靠性及使用性能,作为存活、抢拼市场的主要技术策略,而是开始重视汽车在生产、使用过程中所引发的环保、节能等问题。因此,考核汽车耐腐蚀性尤为重要。
通过腐蚀测试,可以暴露出产品存在的腐蚀问题,为提高产品的耐腐蚀性能提供依据。
1、腐蚀试验方法
汽车零部件的腐蚀试验方法主要有以下几种:
1.1盐雾试验(针对无机涂层、有机涂层零件);
1.2冷凝水/水雾试验(针对有机油漆涂层零件);
1.3气体腐蚀试验(针对钢合金、无机覆盖层、油漆涂层零件);
1.4腐蚀膏试验(针对装饰性铬层、铜-镍-铬镀层、镍-铬镀层零件);
1.5整车道路腐蚀试验(综合性考核整车各零件)。研究表明,整车道路腐蚀试验最接近户外自然状态下的腐蚀状态。目前,许多先进的汽车企业都将整车道路腐蚀试验作为评价整车及其零部件耐腐蚀性能的试验方法。
2、整车道路腐蚀试验
整车道路腐蚀试验是指汽车在试验场内进行具有碎石路行驶、盐水路行驶、盐雾啧射、温湿环境舱停放等工况的试验(见图1)。
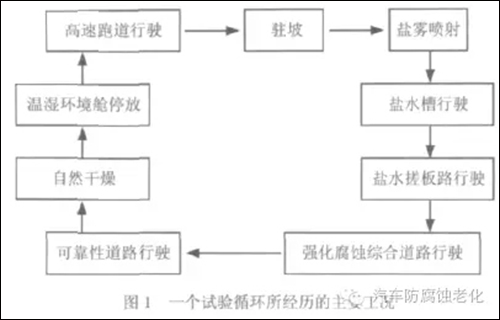
试验工况主要模拟:非铺装路面行驶、啧洒融雪剂的路面行驶、海洋性气候和湿热气候。
以QC/T732-2005《乘用车强化腐蚀试验方法》为例,1个试验循环的周期为24小时,10个试验循环模拟车辆实际使用1年。每10个试验循环结束后,为样车做一次全面的腐蚀评估,并在相应的阶段为样车进行整车腐蚀评价。
国际上惯用的评价标准通常包含3个阶段,分别为30循环、60循环、100循环,各阶段的评价重点均有区别,第1阶段着重考核外观腐蚀,第2价段侧重于考核功能性零部件的腐蚀,第3阶段着重考核涉及安全的零部件。
3、常见腐蚀问题分析与防腐优化
大量整车腐蚀试验的结果表明,自主品牌车型与合资品牌车型在防腐能力上存在较大差距。现根据试验数据,对常见问题进行统计,并对引起腐蚀的原因进行浅析。通过对比各车型防腐效果的优劣,给予防腐优化建议,如下所述:
3.1车身外板
车身外板因外观性强,腐蚀问题易引起车主抱怨。车辆在日常使用中,四门两盖、翼子板和顶棚等外板易受到划伤、磕碰以及路面碎石的击打,这些伤害对车身漆膜和金属表面氧化膜均会造成损伤,修复不及时或车辆使用环境恶劣等因素,都可能引起车身腐蚀。
3.1.1腐蚀形态
点腐蚀、涂膜起泡和涂膜脱落等。
3.1.2问题分析与防腐优化
3.1.2.1涂漆前的钢材表面存在油脂、铁屑和灰尘等,易引起漆膜起泡和脱落。优异的表面预处理,可以提高涂层的机械性附着力和化学性附着力,是车身外板防腐的重要基础工作。
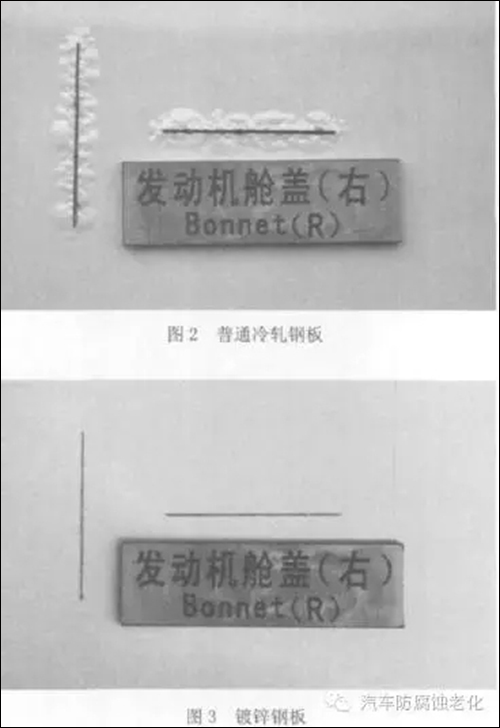
3.1.2.2车身碳钢板腐蚀主要是吸氧腐蚀,受损的裸露钢表面腐蚀成阳极,邻近有涂层处为阴极而成碱性。普通冷轧钢板,随着阳极溶解反应,涂膜从金属基体上分离,出现涂膜起泡现象。在干湿交替的作用下,盐水逐渐侵入涂膜,从而加剧腐蚀的形态(见图2)。可采用耐碱性、耐水解涂层,选用7~10pm的热浸双面镀锌钢材(见图3)或铝材进行防腐。
3.1.2.3涂膜作为保护层的涂料,常受到冲击、摩擦等外力作用。性能差的涂膜受石击后,易使钢材基体出现点腐蚀,涂层起泡。采用具有一定厚度(90~120μm)、硬度、柔韧性和抗冲击性的涂膜,能起到很好的防护效果。
3.2车身内板
汽车的制造需经过冲压成型、焊接拼装、涂装和总装这四大工艺流程,工艺的质量直接影响整车的防腐性能。车身内板腐蚀常见部位有:四门两盖的折边和尖角,前翼子板边缘,车身钢板接缝,盖板工艺孔,车身空腔、焊点等。
3.2.1腐蚀形态
点腐蚀、缝隙腐蚀、电偶腐蚀、锈迹污染车身等。
3.2.2问题分析与防腐优化
3.2.2.1冲压裁剪的板材边缘易产生毛刺、毛边等缺陷,影响涂漆质量,易出现点腐蚀、锈迹污染车身等现象。通过选择合理的冲裁间隙值、控制磨具刃口磨损度等方法减少毛刺的产生;使用护板对板材边缘进行覆盖等均为有效的防腐措施。
3.2.2.2焊接件的钢板搭接处容易产生晶体缺陷、缝隙和毛刺等,并引起积水以及点腐蚀等现象。采用激光焊接,减少焊接热变形;采用钢板一体冲压工艺,减少搭接缝隙;对钢板搭接处进行密封处理或使用塑料件对其进行覆盖;优化结构设计,避免出现双电位金属搭接、凹槽积水和尖锐部位等。
3.2.2.3车身焊接件为提高其强度使用较多的折边工艺,存在毛刺,易出现点腐蚀及锈迹污染车身的现象(见图4)。折边采用厌氧性PU密封胶进行密封处理,防腐的效果优异(见图5)。

3.2.2.4因空腔结构的特殊性,预处理材料和电泳漆不易渗入,易出现大面积腐蚀等现象(见图6)。防腐措施可通过提高空腔的密闭性、采用良好的电泳和空腔注蜡工艺等方法(见图7)。

3.2.2.5总装过程中,出现涂层被破坏,导致钢材基体无防护而腐蚀,应避免出现损伤性操作。
3.3车身装饰亮条
随着车身设计愈加美观,装饰亮条被广泛使用。亮条的常用基材有塑料和不锈钢两种,表面多采用镀铬工艺。亮条腐蚀常见部位:尖角、边缘。
3.3.1腐蚀形态
缝隙腐蚀、锈迹污染车身等。
3.3.2问题分析与防腐优化
3.3.2.1切割基材制作亮条时,破坏边缘镀层并产生毛刺,边缘出现点腐蚀;亮条边缘与胶条的缝隙易积水,引起缝隙腐蚀。通过改进亮条装配工艺,采用耐腐性高的基材,对边缘、尖角进行圆滑处理,提高胶条与亮条边缘的接合度等方法来进行防腐。
3.3.2.2亮条紧固螺栓锈蚀、安装支架锈蚀等,导致锈迹从亮条内部流出,污染车身。应避免出现凹槽结构,选用耐蚀性螺栓和支架等方式进行防腐。
3.4紧固件
汽车用紧固件数量约占整车零件总数的45%,包含用于不同部位,重要程度差异极大的众多品种,其材质要求也不相同。紧固件腐蚀不仅影响外观,对车辆的保养维修、整车功能性、安全性都会造成影响。
3.4.1腐蚀形态
点腐蚀、全面积腐蚀、金属缺失、锈迹污染车身等。
3.4.2问题分析与防腐优化
3.4.2.1底盘及发动机舱环境较车身恶劣,紧固件受冲击及损失性操作后,其涂镀层被破坏。电镀锌等处理工艺的螺栓无法满足防腐要求,易出现全面积腐蚀、金属缺失等现象。避免损伤性操作,对敏感部位加装罩盖进行防护。
3.4.2.2使用环境恶劣的紧固件宜采用耐蚀性高的表面处理工艺,如达克罗工艺。车身的紧固件采用镀锌加黑色钝化处理,或者在其表面啧涂车漆也能满足防腐要求。
3.5底盘附件
底盘的工作环境最为恶劣,路面上泥水和砂石等的强烈冲击,对各部件造成伤害,最后形成腐蚀。其防腐性能直接影响汽车的安全性、操纵性、舒适性和经济性。
3.5.1腐蚀形态
缝隙腐蚀、局部腐蚀、晶间腐蚀、腐蚀疲劳、穿孔等。
3.5.2问题分析与防腐优化
3.5.2.1受冲击的敏感部位无防护或防护啧涂物的抗石击性差,加之钢板搭接处因相对运动而积水,易引起钢板大面积锈蚀、缝隙腐蚀(见图8)。通过减少受冲击的敏感部位,并采用具有一定厚度跟附着力的PVC进行防石击密封啧涂来进行防护(见图9)。

3.5.2.2油箱系带多采用阴极电泳处理,并以黑漆涂覆表面。其抗石击性差,系带因涂镀层破损而锈蚀(见图10)。通过工艺对比腐蚀试验发现,油箱系带在原有工艺基础上增加粉末啧涂处理后,其抗石击性、防腐性优异(见图11)。
采用铝合金材质、对系带的边缘进行防护处理等方法也能起到防腐效果。
3.5.2.3底盘管体的材质采用镀锌管,受石击后其抗腐蚀性降低,加之管体内部还存在波动的压力,易出现锈蚀疲劳、穿孔现象。底盘的管体宜采用不锈钢材质,管体外表啧涂高分子材料或套上ABS工程塑料套,也可采用邦迪管(铜焊钢管、双层卷焊管)作为制动管。
3.5.2.4排气系统采用表面镀锌、镀铝的铸造金属,其抗腐蚀性低,易出现吊耳断裂、金属缺失、穿孔等现象。排气系统宜采用铬-铁素体不锈钢为基材进行防腐。
3.6发动机舱
发动机舱排气歧管产生的高温和路面灰尘、积水的飞溅,易引起机舱零部件出现腐蚀。
常见腐蚀失效的零件有皮带张紧轮、发电机、启动机和空调压缩机等,主要造成零件失效的原因是:零件内部转子和轴承腐蚀产生锈垢,囤积阻塞导致转子卡死无法运转。
通过机舱底部采用全防护,提高易腐蚀零件的离地高度,加上良好的通风散热设计等方法,可有效提高机舱零件的耐腐能力。
3.7内饰
因内饰的外观性较强,腐蚀问题易引起车主的抱怨。目前,内饰可见的金属零件表面多采用镀铬工艺。常见腐蚀零件有:头枕支柱、安全带锁舌等。
3.7.1腐蚀形态
点腐蚀、镀层起泡、镀层脱落等。
3.7.2问题分析与防腐优化
零件在制造过程中易产生毛边、毛剌,表面光洁度差等缺陷,导致镀层不均匀或局部无镀层等现象,易引起零件出现点腐蚀。零件基材宜选用耐蚀性高的基材,控制零件边缘毛刺数量,提高电镀的工艺质量等方式来进行防腐。
4、结束语
车辆的腐蚀控制是一项复杂的系统工程,在控制成本的前提下,通过车辆设计、材料选用、制造工艺、防护设计、质量控制等方面进行防腐优化,提高整车耐腐蚀性能。目前,我国自主品牌汽车与外资品牌在防腐工艺方面存在较大的差距。只有通过加大整车道路腐蚀试验的力度,加快防腐研究成果的转化,使其在激烈的市场竞争中占有优势地位。