西安交大《Mater Des》激光增材制造高强度双相不锈钢的耐蚀性
2020-06-28 16:08:58
作者:本网整理 来源:材料科学与工程
随着经济的快速发展,在基础设施,运输,能源,海洋工程等各个领域,金属腐蚀造成的损失逐渐增加。随着粉末冶金的飞速发展,激光增材制造(LAM)技术展现出显着的优势,包括制造周期短,成本低等。粉末冶金的激光增材制造(LAM)技术不仅可以修复损坏的零件,还可以增强材料表层性能。因此粉末冶金的LAM技术为金属结构的修复和延长其使用寿命提供了新的手段。在钢材中,双相不锈钢具有较好的抗腐蚀性和韧性。双相不锈钢具有奥氏体和铁素体不锈钢的优点。关于双相不锈钢的LAM研究较少,还有待开发。
来自西安交通大学的研究人员通过使用自制的双相不锈钢粉末,在广泛使用的SAF2205双相不锈钢基板上进行了基于LAM技术的激光熔覆实验。在此基础上,深入研究了熔覆层的组织和性能,以及熔覆层与基体(BM)之间的界面。相关论文以题为“Laser additively manufactured intensive dual-phase steels and their microstructures, properties and corrosion resistance”发表在Materials and Design。
论文链接:https://doi.org/10.1016/j.matdes.2020.108710

本研究使用热轧2205双相不锈钢作为基材。采用电极感应熔融气体雾化法(EIGA)制备的双相不锈钢粉末作为激光熔覆沉积材料,粉末粒径范围为53-180μm。自制双相钢粉中Ni含量比基材高2.5%。
研究发现,在单焊道激光熔覆试验后,焊接接头晶粒尺寸略有增加,且大部分奥氏体从棕灰色铁素体相的边界析出。大量分散的奥氏体也从铁素体晶粒的内部析出,呈现出不同的形状,例如条形、点状和块状奥氏体。未发现细孔缺陷和裂纹。熔覆层显微硬度达330HV,比BM提高约15%,这是由于激光熔覆过程中的快速冷却速度,铁素体的含量明显高于奥氏体,并且熔覆层的显微组织中的位错密度较高。
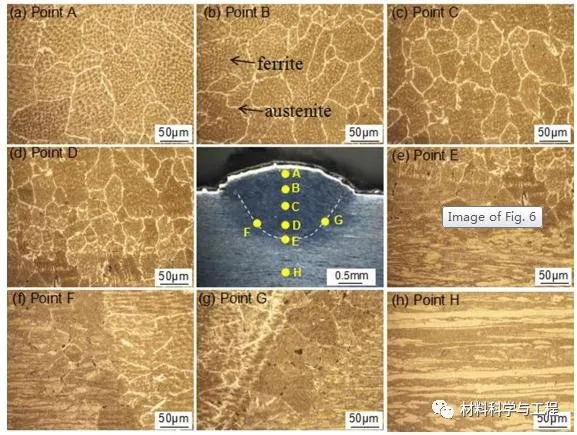
图1 进行单焊道激光熔覆后截面的显微组织
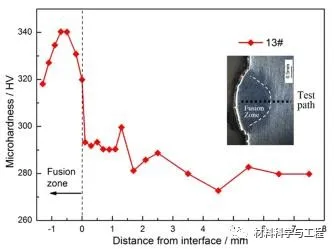
图2 单焊道LAM的显微硬度分布
在双相不锈钢板上进行多层多焊道激光熔覆,发现熔覆层区的条纹状和羽毛状的白色奥氏体紧密地分布在黑色铁素体的内部和边界。熔覆层/BM界面周围的晶粒尺寸比熔覆层上端的晶粒粗大,这是因为快速激光熔覆后的冷却速度以及熔覆的上端被后续熔覆进行预热。整个覆层的显微硬度分布在305-360HV范围内,平均显微硬度约为328 HV。
沿激光扫描方向的包层的抗拉强度和伸长率的分别为956 MPa和约40%;BM的抗拉强度和伸长率分别约为760 MPa和43%。沿垂直于激光扫描方向抗拉强度和伸长率分别为899 MPa和37%;BM的抗拉强度和伸长率分别约为775 MPa和39%。激光熔覆过程中的快速冷却速度导致铁素体的含量明显高于奥氏体,并且熔覆层的微观结构中的位错密度较高,这使得熔覆层的拉伸强度显着高于基体的拉伸强度,但伸长率却略有下降,均为韧性断裂。耐腐蚀性能也有所下降。
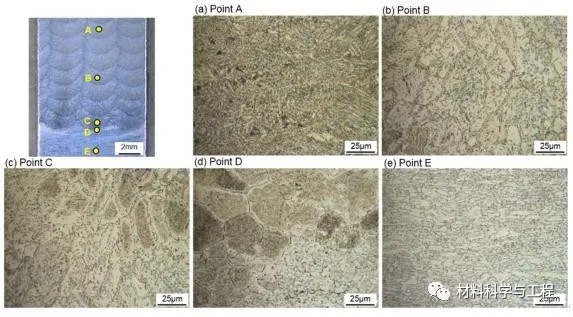
图3 多层多焊道激光熔覆的横截面的显微组织
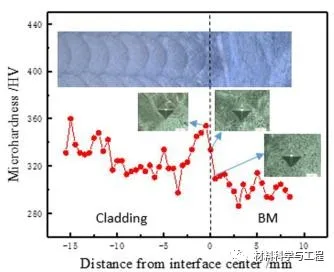
图4 多层多焊道激光熔覆层的显微硬度分布
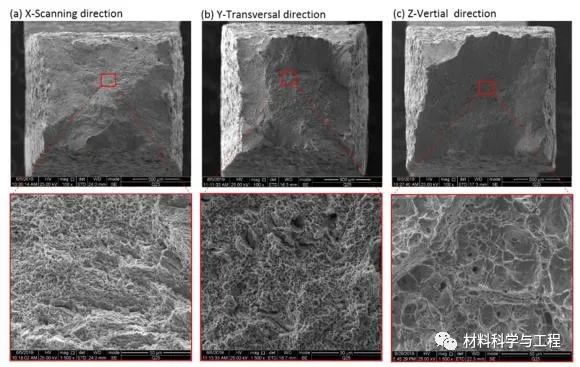
图5 拉伸断裂的SEM图像,拉伸方向(a)沿扫描方向,(b)沿横向方向,(c)沿垂直方向
综上所述,通过正交试验得出最佳工艺参数为激光功率1300W,扫描速度480mm/min,送粉速度12g/min。与2205基板相比,使用自制的双相不锈钢粉末制备的覆层的显微硬度得到了改善,覆层的平均显微硬度与2205基板相比提高了约15%。熔覆层中奥氏体和铁素体相的比例分别约为47%和37%。本文得出了最佳工艺参数,可为后续双相钢激光熔覆提供参考。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。