1 前言
2xxx 系列铝合金具有较低密度、较高比强度、优良的焊接性能、较好的加工成型性等一系列优点,已经在航空、航天、船舶、工业和兵器等领域获得广泛应用,因此铝合金的应用研究对我国的国防事业具有重大意义。在航天领域,铝合金常用制作火箭和航天飞机的燃料箱、航天器的架构、骨架、外罩贮箱等。 与 2219,2A14 合金相比,2195 铝锂合金能够使结构质量减轻、结构刚度提高,可替代 2219 合金用于制造大型运载火箭的低温推进剂贮箱和液氧贮箱。据报道,美国采用 2l95 铝锂合金代替 22l9 铝合金制造航天飞机燃料外贮箱,使贮箱减重5%,运载能力提高了 3.4t,节约成本约 7500 万美元。此外,美国用 2195 合金替代 2219 合金制造航天飞机外挂燃料箱,使得箱重由 29.937t 减至 3.629t。
2195 铝锂合金为第三代新型铝锂合金,内部掺有 Li、Mg、Cu、Ag 等元素,这些元素以单质或金属间化合物的形态存在于铝合金中,它们显着影响着铝锂合金的微观组织,并提高了铝锂合金的机械力学性能,但是这导致 2195 铝锂合金的耐腐蚀性能不够理想。此外,目前国内对于 2195 铝锂合金的表面防护相关的报道极少。因此,探索具有生产价值的 2195 铝锂合金的表面处理工艺是当前迫切解决的问题。
工业上常采用阳极氧化技术来提高铝锂合金的耐腐蚀性。阳极氧化液通常有硫酸体系、磷酸体系、草酸体系、铬酸体系和混合酸体系,不同电解液对氧化膜的阻挡层厚度、多孔层的孔直径和孔壁厚度等有不同的影响。从生产成本、阳极氧化膜的耐蚀性和化学染色考虑,采用硫酸作为电解液最适宜。本文在 14℃下对 2195 铝锂合金进行阳极氧化处理,探讨了硫酸浓度、氧化电压、氧化时间对阳极氧化膜微观形貌和耐腐蚀性能的影响。
2 实验方法
2.1 氧化膜的制备
本实验所采用的材料是 δ8×100×190(δ长度单位)的 T8 态不包铝的 219铝锂合金,具体成分见表 1。
表 1 2195 铝锂合金成分

阳极氧化液温度为 14℃,阴极材料为铅版,采用压缩空气对阳极氧化溶液搅拌,重铬酸钾封闭 15min,阳极氧化液的硫酸浓度为180~280g/L,阳极化时间为 20~50min,采用 10~22V 恒压阳极化。工艺流程为:砂纸打磨→蒸馏水清洗→冷风吹干→碱腐蚀(NaOH 40g/L,Na2CO3 30g/L,温度 50℃)→热水清洗→冷水清洗→酸洗出光(HNO3,400g/L)→冷水清洗→阳极氧化→冷水清洗→封闭(K2Cr2O7,85℃)→冷水清洗→热水清洗→干燥→表征。
2.2 氧化膜结构及成分分析
采用 FEI Quanta 200F 场发射扫描电子显微镜(SEM)分析阳极氧化膜的表 面微观形貌和成分。在氧化膜断面上任取 8 个位置测量厚度,并对测试结果求算术平均值得到氧化膜的厚度。
2.3 氧化膜耐腐蚀性能测试
选用传统的三电极体系在普林斯顿 P4000A 电化学站对阳极氧化膜的耐腐蚀性能进行评估。其中,铂片为辅助电极,饱和甘汞电极为参比电极,试样为工作电极,试样有效面积为 1.0cm2。在温度为 25℃下,将试样浸泡在质量分数为3.5%NaCl 溶液中,在电化学交流阻抗谱(EIS)和动电位极化曲线测试前需要对开路电位进行检测,以确保测试前值达到稳定状态。EIS 测试的交流信号振幅为5mV,频率变化为 100kHz 至 10mHz,动电位极化曲线的扫描速率为 5mV/s。
3 结果与讨论
3.1 硫酸浓度对氧化膜形貌和厚度的影响
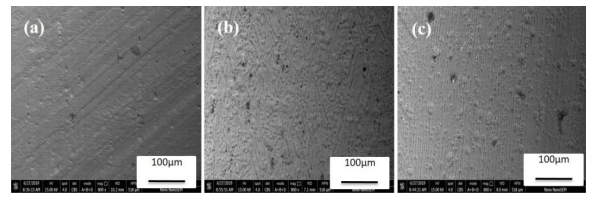
图 1 2195 铝锂合金在不同浓度的硫酸溶液中阳极氧化后氧化膜的表面形貌
图 1 为在氧化电压 14V,氧化时间 15min,硫酸浓度分别为 180~200g/L、230~250g/L 和 270~290g/L 条件下,2195 铝锂合金阳极氧化膜表面形貌。可以看到,不同硫酸浓度下获得的阳极氧化膜形貌不同。在较低浓度 180~200g/L 的硫酸溶液中阳极氧化处理后,阳极氧化膜平整度提高,表面生成致密、均匀的膜。在浓度 230~250g/L 的硫酸溶液中阳极氧化处理后,氧化膜的表面粗糙度最大,大量的纳米级小孔和微米级的凸起均匀地分布在氧化膜表面。在浓度 270290g/L 的硫酸溶液中阳极氧化处理后,氧化膜表面出现微米级的孔洞和较为明显的凸起。
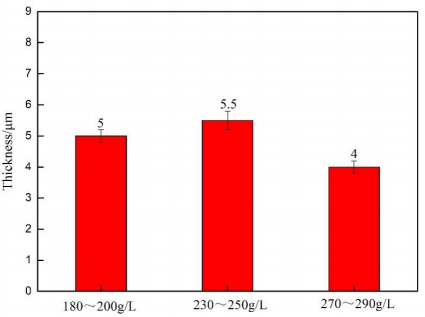
图 2 2195 铝锂合金在不同浓度的硫酸溶液中阳极氧化后的氧化膜厚度
图 2 为 2195 铝锂合金在硫酸浓度分别为 180~200g/L、230~250g/L 和 270~290g/L 条件下阳极氧化膜厚度。可以看出,不同硫酸浓度下制备的氧化膜厚度有较大的区别,其中硫酸浓度为 230~250g/L 下制备的膜层最厚,达到 5.5μm。此外值得注意的是,硫酸浓度为270~290g/L下制备的氧化膜厚度最小,为4μm。氧化膜的厚度不随硫酸浓度的增加而增加,分析其原因可能是氧化膜在硫酸溶液阳极氧化成膜时,氧化膜的溶解和氧化膜的生成过程同时进行,当硫酸浓度为270~290g/L 时,氧化膜溶解速率较高,氧化膜成膜效率较低。
3.2 氧化电压对氧化膜形貌和厚度的影响
考虑到致密的氧化膜会有效阻止腐蚀介质与 2195 铝锂合金基底的接触,从而增强铝锂合金的耐腐蚀性,选用硫酸浓度为 180~200g/L,氧化时间为 30min研究不同电压对氧化膜的微观形貌和厚度的影响。如图 3 所示,分别为氧化电压为 10V、13V、16V 和 19V 条件下形成的阳极氧化膜表面微观形貌。可以看到当氧化电压为 10V 和 13V 时,阳极氧化膜表面出现大量凹坑,且凹坑分布不太均匀。随着氧化电压的增大,16V 下制备的阳极氧化膜的凹坑结构消失,氧化膜的平整度提高,表面生成致密、均匀的膜。19V 下氧化膜表面出现少量微裂纹且裂纹分布较为均匀,这可能是氧化过程中剧烈释放焦耳热产生的应力微裂纹此外,22V 下制备的氧化膜部分区域出现“粉化”现象,膜层易被棉布擦掉。

图 3 2195 铝锂合金在不同氧化电压下阳极氧化后氧化膜的表面形貌
从图 4 可以看出,氧化膜的厚度在 1.0~22.2μm 之间;随着氧化电压的升高,氧化膜厚度呈现非线性增加。在氧化电压为 19V 时,氧化膜最厚,达到 22.2μm。值得注意的是,随着氧化电压从 13V 增加至 16V 后,氧化膜厚度从 6.1μm 增加到 17.3μm,膜层厚度发生较大变化,相差 11.2μm。
3.3 氧化时间对氧化膜形貌和厚度的影响

图 5 2195 铝锂合金在不同氧化时间后阳极氧化膜表面形貌
考虑到实际应用中需要的阳极氧化膜的厚度一般为 10μm 左右,选用硫酸浓度为 180~200g/L,氧化电压为 14V,研究氧化时间对阳极氧化膜微观形貌和厚度的影响。从图5中可以看出,氧化时间为20min时形成的氧化膜表面较为平整;氧化时间为 30min 后形成的氧化膜表面凹凸不平,表面的凹坑直径分布不均匀;氧化时间为 40min 后形成的氧化膜表面最为平整,表面有较少的凹坑;氧化时间为 50min 后形成的氧化膜表面有大量凹坑存在,且凹坑的孔径分布均匀。此外,这四种样品的表面均存在一定的孔洞。
表 2 为 2195 铝锂合金在氧化时间为 20~50min 下经硫酸阳极氧化处理后的表面成分。与未阳极氧化处理的 2195 铝锂合金表面成分相比,阳极氧化膜中铝元素含量约占 37%,氧元素约占 46%,说明氧化膜的成分以铝的氧化物为主,Mg、Li、Ag、Cu 等元素在阳极氧化膜表面消失。可能原因是:阳极氧化过程中,2195 铝锂合金基体中的 Mg 含量较少不容易被检测到,Li 元素较轻无法被检测到,而 Cu、Ag 元素具有极高的惰性,大部分会溶解在电解液中。因此,在阳极氧化膜中,未发现这些元素。此外,阳极氧化膜中新出现了 Cr、Na、S 等元素。氧化膜中存在少量的 Cr 元素是因为阳极氧化膜采用重铬酸钾溶液封闭的缘故,重铬酸钾封闭过程中发生的反应式为:
2Al2O3+3K2Cr2O7+5H2O®2Al(OH)CrO4↓+2AI(OH)Cr2O7+6 KOH
碱式铬酸铝、碱式重铬酸铝渗入膜的微孔,从而使得 Cr 元素进入阳极氧化膜内部。由于氧化膜中存在大量的孔洞,K 元素残留在氧化膜里;氧化膜中含有少量的硫元素,可能是 H2SO4 氧化液中的 SO42-参与了铝的阳极反应过程,最终生成含硫酸根的阳极氧化膜。涉及的反应可能为 :开 始 Al 进行溶 解,即2Al+6H+→2Al3++3H2↑ ,然后电解质中的阴离子参与形成氧化膜 ,2Al3++3H2O+3SO42-→Al2O3+3H2SO4,2Al3++xH2O+ySO42-→Al(OH)x(SO4)y+xH+,从而使的 S 元素以 Al(OH)x(SO4)y的形式进入氧化膜中。
表 2 2195 铝锂合金在不同氧化时间后阳极氧化膜表面成分
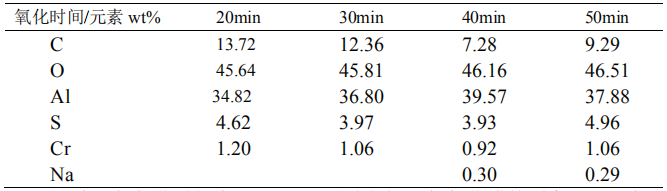
图 6 为阳极氧化时间在 20~50min 范围时,阳极氧化膜的厚度。可以看出,阳极氧化膜的厚度在 2.6~7.8μm 之间;随着氧化时间的增加,阳极氧化膜的厚度逐渐增高;氧化时间为 20 和 30min 时,生成的氧化膜厚度相近,分别为 2.6μm、2.8μm;氧化时间为 40min 时,氧化膜的厚度达到了 5.8μm,在相同的时间变化区间,膜层厚度发生了较大的变化;氧化时间为 50min 时,氧化膜厚度为 7.8μm。据报道,阳极氧化膜的厚度由阻挡层和多孔层组成,阻挡层的厚度取决于外加的氧化电压,与氧化时间没有关系。在硫酸阳极氧化体系中,阻挡层的成膜率为 1nm/V。当氧化电压为 14V 时,阻挡层厚度约为 14nm。多孔层的厚度一般表示为 T=KIt,K 为比例常数,I 为电流密度(A/dm2),t 为氧化时间。理论上来说,氧化电压与电流密度之间存在正比关系,电流密度随着氧化电压的增加而线性增加。但是,阳极氧化过程中随着氧化膜厚度的增加,膜层电阻会发生变化从而使得电流密度随氧化电压不再呈线性变化。此外,氧化电压和电流密度之的关系还会受到槽液浓度、温度、铝合金、搅拌和合金种类等影响。这可以解释在 180~200g/L 的硫酸溶液中,为什么阳极氧化膜的厚度不随氧化电压或氧化时间的增加而线性增加。

图 6 2195 铝锂合金在不同氧化时间下氧化膜的厚度
值得注意的是,从表 2 看出,在氧化时间为 40min 和 50min 制备的氧化膜表 面检测到了 Na 元素,而在氧化时间为 20min 和 30min 制备的氧化膜表面却未检测到。这是由于阳极氧化膜的孔洞封闭不完全,Na 离子残留在孔洞中不容易被清洗掉造成的。在封闭工艺中,碱式铬酸铝、碱式重铬酸铝填充氧化膜孔洞的方式是一样的,当氧化膜多孔层厚度较薄时,它们会较快填满氧化膜中的孔洞;而当氧化膜多孔层较厚时,填充氧化膜中孔洞所需时间延长。
3.4 电化学测试
3.4.1 动电位极化曲线
图 7 为当硫酸溶液浓度为 180~200g/L,氧化电压为 14V,阳极氧化时间 20~50min 时制备的氧化膜在 3.5% NaCl 溶液中动电位极化曲线测试结果。可以看到,不同氧化时间下所制备氧化膜的腐蚀电位相近。由表 2 可知,不同氧化时间制备的氧化膜表面主要物质均是 Al 的氧化物。氧化时间 40min 和 50min 样品的腐蚀电位稍高于其他样品的,可能是封闭过程中进入氧化膜孔洞的封孔物质的量不同造成的。而样品的腐蚀电位越高,一般说明样品的耐腐蚀性能越好。

图 7 2195 铝锂合金在不同氧化时间下氧化膜的动电位极化曲线
实际工作中,材料一旦发生腐蚀,腐蚀过程就是一个动态的过程,腐蚀电位就不能作为样品耐腐蚀性的唯一判据,此时需引入腐蚀电流从腐蚀动力学角度评价材料的耐腐蚀性。表 3 为采用 Tafel 直线外推法计算所得 2195 铝锂合金在不同氧化时间下阳极氧化膜的 Jcorr 和 Ecorr 等参数。从表 2 可知,氧化时间为 20min后制备的试样具有最大的腐蚀电流密度,为 1.16×10-7A·cm2;氧化时间为 50min 后制备的样品的腐蚀电流密度最小,为 4.9×10-8 A·cm2,试样耐腐蚀性按照由强到弱的顺序为:50min 处理样>40min 处理样≈30min 处理样>20min 处理样>原始合金。关于阳极氧化膜增强铝锂合金的耐腐蚀性一般有两种解释:第一种认为,实际起主要耐腐蚀性作用的是阳极氧化膜的阻隔层,致密的阻隔层可以有效地防止腐蚀介质与铝基底接触从而增强铝合金的耐腐蚀性,但是本文中研究的氧化膜的阻隔层理论厚度仅为 14nm。第二种认为,实际起主要耐腐蚀作用的是封闭处理后氧化膜中的多孔层,多孔层与封闭溶液发生化学反应生成水合膜,这层水合膜可以有效地增强铝合金的耐腐蚀性。目前对于重铬酸钾封闭处理后的 2195 铝锂合金阳极氧化膜的腐蚀机理少有报道。因此,很有必要对 2195 铝锂合金氧化膜的耐腐蚀机理进行研究。
表 3 经不同时间阳极氧化处理后 2195 铝锂合金的电化学参数

3.4.2 电化学阻抗测试
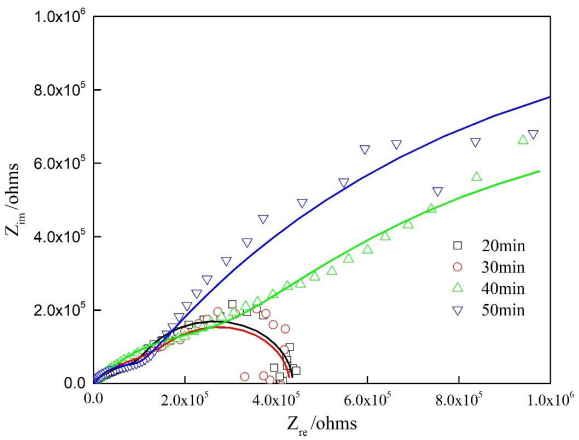
图 8 2195 铝锂合金在不同氧化时间处理后的 Nyquist 图
图 8 为 2195 铝锂合金阳极氧化 20~50min 后在 3.5% NaCl 溶液中的 Nyqu图。通常容抗弧半径的大小反映了电化学腐蚀过程中电荷转移电阻的大小容抗弧半径越大,电荷转移电阻越大,材料的耐腐蚀性能越好。由容抗弧半径小可以判断出,氧化膜的耐腐蚀性能按照由强到弱的顺序为:50min 处样>40min 处理样>30min 处理样≈20min 处理样。

图 9 2195 铝锂合金在不同时间阳极氧化后的 Bode 图
图 9 为 2195 铝锂合金阳极氧化 20~50min 后在 3.5% NaCl 溶液中的Bode图。阳极氧化后的2195铝锂合金电极存在三个时间常数,分别在高频区103~105Hz范围内,中频区 101~103Hz 范围内和低频区 10-1~101Hz 范围内。高、中频区阻抗谱主要反应经封闭后的多孔层的性能,低频段主要反应阻挡层的性能。
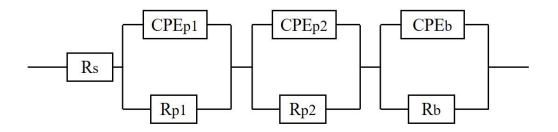
图 10 等效电路图
采用如图 10 所示的等效电路对不同氧化时间样品的 EIS 进行拟合,其中Rs 代表溶液电阻,Rp1和CREp1分别代表封闭多孔层外部的电阻和电容,Rp2 和 CREp2 分别代表多孔层靠近阻挡层内部的电阻和电容,Rb和 CREb 分别代表阻挡层的电阻和电容,拟合后相应电化学元器件的数值见表 4。
表 4 不同氧化时间处理样品的电化学元件 Rp1,Rp1 和 Rb 的拟合结果

由表 4 可知,无论氧化膜的多孔层还是阻挡层都起到了一定的耐腐蚀作用。其中,不同氧化时间下氧化膜阻挡层的阻值大小相近,这与阻挡层的厚度相近有关。此外,氧化膜多孔层内部的阻值随着氧化时间的增加而增加,这可能与封闭溶液与多孔层反应生成较厚的水合膜有关。根据图11,氧化 50min 后氧化膜总的电阻值最大,为 4.26×106Ω·cm2;氧化20min后氧化膜总的电阻值最小,为 4.17×105Ω·cm2;氧化时间 30min 后氧化膜总的电阻值与氧化 20min 后氧化膜总的电阻值相近。这与动电位极化曲线分析得出的结论和 Nyquist 图中得到的结论相一致。
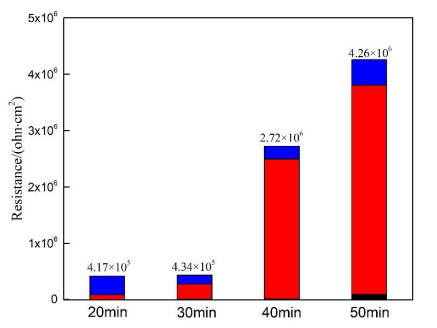
图 11 2195 铝锂合金经不同时间阳极氧化形成的氧化膜阻值
4 结论
(1)2195 铝锂合金经不同浓度的硫酸阳极氧化后,表面均能形成具有防护性能的氧化膜,且氧化膜表面均有不同程度的孔洞;硫酸浓度为 180~200g/L 时,氧化膜的表面较为平整。随硫酸溶液浓度的增加,氧化膜的成膜速率先增加后减少。(2)在氧化电压 16V 下制备的氧化膜表面最为平整和致密,膜层缺陷最少;氧化电压为 19V 时,氧化膜表面局部区域出现微裂纹;氧化电压为 22V 时,氧化膜局部区域出现粉化现象。随着氧化电压的升高,氧化膜的厚度增加。此外,当氧化电压从 13V 增至 16V 时,氧化膜厚度从 6.1μm 增加到 17.3μm,膜层厚度发生较大变化,相差 11.2μm。 (3)氧化膜的厚度随着氧化时间的延长而增加。氧化膜越厚,氧化膜的耐腐蚀性能越好。氧化膜的多孔层和阻挡层均能有效增强铝锂合金的耐腐蚀性能。 (4)当硫酸浓度为 180~200g/L,氧化电压为 14V,氧化时间为 50min,重铬酸钾封闭 15 分钟,经过阳极氧化处理的 2195 铝锂合金具有较好的耐腐蚀性能。