
电磁场对液态金属镀层表面控制研究
2013-06-19 14:37:02
作者:范永哲 张园园 温鸣来源:
范永哲,张园园,温鸣*
(河北工业大学,天津,中国,300130)
fyz@hebut.edu.cn,zyy870115@163.com,gd_wen@126.com
姓名:
范永哲,1978年10月出生,籍贯河北隆尧
职称:
副教授
通讯地址、电子邮箱:
天津市红桥区光荣道29号河北工业大学南院动力楼204
yz.fan@eyou.com
最终学历:
博士
主要工作经历:
2006年6月华北电力大学博士毕业后至今一直在河北工业大学材料学院任教
主讲课程:
金属腐蚀与防护、机械工程材料
研究方向:
新型耐温耐磨耐蚀合金
完成科研项目:
1.河北省自然科学基金:铁基耐液锌腐蚀材料的制备及其在热镀锌工业扩大应用(编号:503630)2008.7 第2完成人
2.天津市科技成果推广:铁基耐液锌腐蚀材料的研究及其在热镀锌工业中的应用推广(编号:043400711),2009.1,第2完成人
3.河北省自然科学基金:《网格合金在熔锌中腐蚀磨损机理的研究》(编号:E2006000081),2009.2,第3完成人
4.天津市成果转化:采用复合助镀技术一步法生产高性能galfan钢丝(编号:07ZHRDCG04800),2009.1, 第3完成人
5.河北省自然基金:Galfan合金厚镀层单镀工艺原理和技术研究(编号:5022034),2007.1, 第6完成人
在研科研项目:
1.河北省自然科学基金:《α-Fe2B共晶合金在液锌中的腐蚀机理研究》(E2008000091) 主 持
2.河北省自然科学基金:《镁合金超声波纳米化学复和镀机理研究》 (E2009000077) 第2主研
3.科技部科技人员服务企业项目:《高效、环保热镀钢丝工艺和设备的研究》(2009DJA20022) 第2主研
4.国家自然科学基金:《Fe-B共晶合金在液锌中的腐蚀规律与机理》(50871037) 第4主研
5.河北省省校合作项目:《Fe-B网格新型合金制备及其在熔锌中的腐蚀磨损机理研究》 第5主研
6.河北省科技研发项目:《铁基耐液锌腐蚀材料及热镀锌内加热技术》, (0778560710) 第5主研
论文:
发表论文三十余篇,三大检索收录十余篇。
范永哲
摘 要:本文研究了电磁抹拭对热浸镀Galfan钢丝镀层质量的影响,结果表明,电磁抹拭方法可以提高镀层的均匀性以及表面光洁度,随着电磁场强度的增加,镀层上锌量减少,并且通过调整电磁强度可以精确的控制上锌量。另外,电磁抹拭改变了镀层的组织结构,使得过镀层的厚度增加。
关键词:电磁场;热镀锌;上锌量
1 引言
热浸镀(Hot Dip)技术就是将待处理的工件放入熔融态的金属液体中,使熔融态液体与基体材料发生反应,形成合金镀层的工艺。由于锌的标准电极电位低于铁,因此在水和潮湿的空气中镀锌层具有牺牲阳极保护钢基的作用[1]。Galfan合金是国际铅锌研究组织八十年代开发出来的,用以代替热镀锌的新一代防腐镀层,是锌-铝系共晶组织,熔点是380℃。Galfan合金是在Zn―5Al―RE(Rare-earth Element <app:ds:rare-earth element>)的基础上发展而来的,主要是在原来合金的基础上添加了稀土元素[2]。在热浸镀生产过程中,抹拭技术是控制镀层质量的关键环节。钢丝热镀锌工艺中传统的抹拭技术有:石棉簧抹拭法、油木炭抹拭法、悬浮石墨抹拭法、气体抹拭(主要为氮气)。电磁抹拭技术是一种比较新型的技术。
电磁抹拭(electromagnetic wiping)装置是一种控制钢丝上锌量和同心性的装置。目的是使从热镀金属浴竖直向上引出的钢丝受到一单向、交变电磁场作用力。因此,要采用特制的电磁感应器来产生所需的交变电磁场,操作时要把这种电磁感应器尽量靠近热镀金属浴,以保证所产生的电磁场能作用于钢丝从热镀金属浴引出的部位及其以下一定的范围,致使粘附于钢丝上的熔融金属镀层受到抹拭力的作用,这种磁场力的作用是把钢丝上的熔融金属镀层从磁通密度最大部位向磁通密度较小部位排斥,起到抹拭镀层的作用。#p#分页标题#e#
目前,电磁抹拭(EMW)装置尚处于研发阶段,国外仅见到新西兰太平洋线材(PWC)公司将电磁抹拭装置应用在工业领域的报道,国内尚未见到有关报道,天津市工大镀锌设备公司已取得该项技术的专利,并已投入工业应用,通过调整工艺参数,可以更好的减少漏镀面积、增加平整性和增强耐腐蚀性等[3],从而可提高Galfan(Zn―5Al―RE)合金钢丝镀层的表面质量[4]。
电磁抹拭装置还同气氛容器合并组装起来,向该容器注入惰性气体或还原性气体,还输入适量含有或能分解产生硫化基的气体,以促使在钢丝热镀金属层表面结成有凝聚力的薄膜[5]。
2 实验方法
2.1实验流程
由放线轴放线,生产流程为:放线→水洗→酸洗→水洗→烘干→氧化还原→热浸镀→电磁抹拭→冷却→收线。还原炉主要作用一方面,把钢材表面的氧化皮还原为适合热浸镀的活性海绵状铁;另一方面,把经过微氧化炉加热到一定温度的钢丝继续加热,达到再结晶退火的目的。经过还原炉处理的钢丝,在保护性气氛中进行热浸镀。钢丝从锌锅中垂直引出,经过电磁抹拭装置,然后快速进行水冷,最后由收线轴收线。
2.2实验设备
实验用电源为高频电磁场发生仪(型号为JL40KW,最大输出功率40KW,输入电压为380V,频率范围为50-60Hz,振荡频率范围为30-100KHz)冷水装置(控制水温在20℃),磁场的具体数据由电磁场测定仪测出。本实验主要研究走线速度和电磁场强度对镀锌层的影响。本实验使用PhilipsXL30w/TMP扫描电镜(SEM)对试样镀层截面进行形貌分析。
2.3上锌量的计算
W=(W1-W2)/W2×d×1960 (1)
式(1)中:
W1--试样去掉锌层前的重量单位为g;
W2--试样去掉锌层后的重量单位为g;
d-- 试样去掉锌层后的直径单位为mm;
1960--常数。
3 实验结果及分析
3.1电磁场对galfan镀层形貌的影响
对同一钢丝在相同走线速度下进行热镀galfan实验,经观察分析得出,经过抹拭的钢丝镀层比没有经过抹拭的镀层要光滑。图1为两组钢丝样品在分别在有无电磁抹拭情况下镀层截面扫描照片对比图。
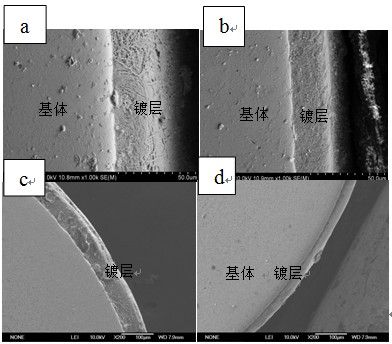
图 1 有无电磁抹拭镀层截面扫描照片
a:无抹拭b:有抹拭(10A)
c:无抹拭d:有抹拭(20A)
其中,a、b分别代表未加电磁抹拭,加电磁抹拭(电流为10A)的镀层同样放大1000倍的扫描照片,c、d分别代表未加电磁抹拭,加电磁抹拭(电流为20A)的镀层放大200倍的扫描照片。由以上图可以看出加上电磁抹拭后镀层明显变薄并且镀层均匀性比未加电磁抹拭的效果好。
图2为当走线速度为39.6m/min,a为没有经过电磁抹拭的镀层线扫描照片,b为电流为25A条件下的镀层线扫描照片。
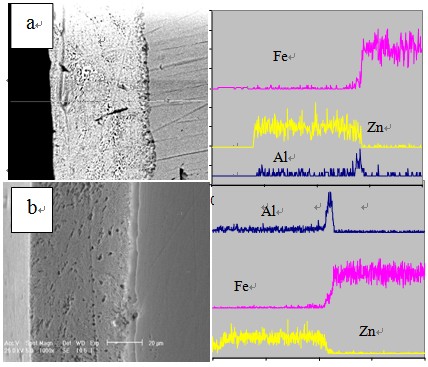
图2 钢丝镀层线扫描照片
a:无抹拭 b:有抹拭
两者的镀层都分为明显的两层,但是没有经过电磁抹拭的过渡层较薄,经过电磁抹拭的过渡层较厚。没有经过抹拭的过渡层,分布在靠近基体0.1~0.3μm范围内,含铝量较高,没有脆性的锌铁合金层。而经过电磁抹拭的Galfan合金过渡层大约有1~3μm,铁元素随着距基体距离的增大,缓慢地逐渐降低,甚至在表面合金层也存在极少量的铁元素,锌元素成分的变化在过渡层中随着距基体距离的减小,逐渐降低。这是因为当钢丝从电磁抹拭装置引出时,电磁抹拭感应线圈相当对带有液态金属的钢丝感应加热,使钢丝表面温度升高,影响了钢丝表面元素的活性,铁元素更易于在过渡层中扩散,从而使得过渡层变厚。
3.2电流变化对上锌量的影响
图3为走线速度为33.0m/min、39.6m/min、46.2 m/min、52.8 m/min、66.0 m/min条件下电流与上锌量的关系图,由图中可以看出随电流的增加,上锌量逐渐减小。起初阶段,上锌量随电流的变化很明显,20A以后,上锌量减小但不是很明显,但总体趋势是上锌量随电流的增大而减小。这是由于随着电流增大,电磁抹拭力随之增大。从而被抹下的镀液增多,留在钢丝上的镀液减少。还可以看出,在同一电流下,走线速度越快,上锌量越多,这是由于经过电磁场抹拭的钢丝在比较大的走线速度下,galfan合金镀层由于惯性作用被钢丝带出。由图中看到电流在0-20A时,上锌量下降很明显,在20~35A范围内上锌量有所下降,但是没有前一阶段明显。#p#分页标题#e#
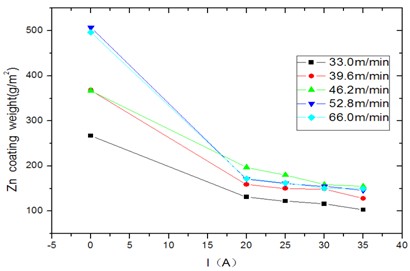
图3 电流与上锌量的关系图
图4为电流与电磁场强度之间的曲线关系。由图可以看出,通过调节抹拭电源的电流,电磁场强度会随之发生变化,并且随着电流的增大,电磁场强度总体趋势也在增加。
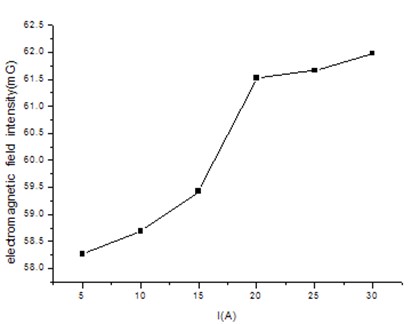
图4.电流与电磁场强度的关系
由图4可以看出,当电流在5-20A范围内,电磁场强度增加的很明显,对应于图3中上锌量下降很明显,几乎是直线下降,当电流超过20A时,电磁场强度增加但不是很明显,对应于图3中在不同的走线速度下上锌量都有一定的下降,但趋于平缓。
4结 论
1)镀galfan钢丝穿过单相交变磁场时,液态镀层会受到磁场抹拭力的作用,从而使上锌量得到控制。
2)在高速(66m/min)走线时,经过抹拭的钢丝在镀层平整度、均匀性等方面要好于没有经过抹拭的,且上锌量比无抹拭下降约350 g/m2。
3)在一定抹拭电流范围内,相同的走线速度下,随抹拭电流的增大,抹拭效果愈明显。
4)经电磁抹拭后的其镀锌层的同心度较未经抹拭的要好得多,且钢丝表面质量更优。
5)走线速度是影响上锌量的重要因素,走线速度越高,上锌量越大。通过电磁抹拭,在达到相同上锌量的情况下,可以提高走线速度,从而提高生产效率。
References(参考文献)
[1] Dong Chen.Present Situation and Prospect of Hot Zina-plating Industry in China[J].Hebut Metallurgy,2002,131(5):7-10 (Ch). 陈冬.中国热镀锌行业现状与前景[J].河北冶金2002,131 (5):7-10
[2] Jialin He,Huoqing Wang.Study of Flux For Hot dipping Galfan Steel.Henan Electric Power,1989(A00) (Ch). 何家麟,王火清. Galfan合金镀层的助镀剂研究.河南电力,1989(A00)
[3] O L R Jacobs. Designing Feedback Controllers to RegulateDepositedMass inHot-dip Galvanizing[J]. Control Eng-practice, 1995, 3(11): 1529-1542
[4] Fubao Gao,Ning Wang,Xiaoming Cao,Jianchao Pang.Effect of Wiping Process on Surface Quality of Galfan Alloy Coating Steel Wire[J].Steel Wire Products,2005,31(1):12-14 (Ch).高福宝,王宁,曹晓明,庞建超.抹拭工艺对Galfan镀层钢丝表面质量的影响[J].金属制品,2005,31(1):12-14
[5] Ritchie J .G..Application of Galvanized High Strength Bolts to Steel Structures In Australia ,Proceeding of the 9th International conference on Hot Dip Galvanizing 1971
相关文章



















