
国家材料腐蚀与防护科学数据中心
National Materials Corrosion and Protection Scientific Data Center
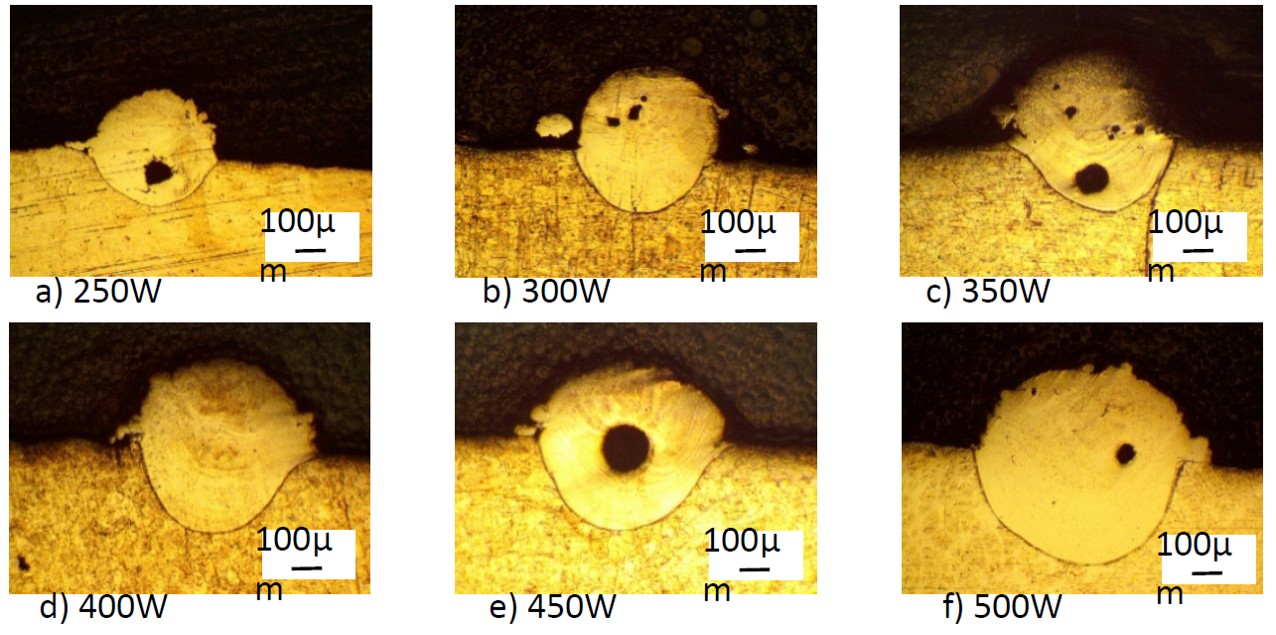
由于在熔覆过程中氛围保护气体流量太大,导致熔覆层内部卷入气体并形成空洞。送粉速率等其余工艺参数保持不变的情况下,因熔池内金属粉末吸收的能量随着激光功率的增大而增多,粉末的沉积率有所提高,进而熔宽和熔高增大。当进一步提高激光功率,由于送入熔池内的粉末量有限,所以沉积率不再进一步提高,但这会造成熔覆层的凝固时间增加,而熔池流动性的提高会使熔覆层在凝固过程中向熔道两端流淌,这反而会导致熔覆层的熔高开始下降、熔宽增大。综合来看,当激光功率调节至350W时,熔覆层的熔高值较大,同时稀释率适中。在后续研究中为了避免熔覆层温度过高,将激光功率设置为350W。
Due to the high flow of ambient protective gas during the melting process, it leads to gas entrapment and formation of cavities inside the molten layer. When the rest of the process parameters such as the powder feed rate are kept constant, the deposition rate of the powder increases as the energy absorbed by the metal powder in the melt pool increases with the increase of the laser power, and then the melt width and height increase. When the laser power is further increased, the deposition rate is no longer further increased because the amount of powder sent into the melt pool is limited, but this causes the solidification time of the molten layer to increase, and the increased fluidity of the melt pool causes the molten layer to flow to both ends of the melt path during solidification. This, in turn, causes the melt height of the clad layer to begin to decrease and the melt width to increase. In summary, when the laser power is adjusted to 350W, the melt height of the clad layer is larger and the dilution rate is moderate. In the subsequent study, the laser power was set to 350 W in order to avoid the high temperature of the clad layer.
 国家材料腐蚀与防护科学数据中心 |
 国家高能物理科学数据中心 |
 国家基因组科学数据中心 |
 国家微生物科学数据中心 |
 国家空间科学数据中心 |
 国家天文科学数据中心 |
 国家对地观测科学数据中心 |
 国家极地科学数据中心 |
 国家青藏高原科学数据中心 |
 国家生态科学数据中心 |
 国家冰川冻土沙漠科学数据中心 |
 国家计量科学数据中心 |
 国家地球系统科学数据中心 |
 国家人口健康科学数据中心 |
 国家基础学科公共科学数据中心 |
 国家农业科学数据中心 |
 国家林业和草原科学数据中心 |
 国家气象科学数据中心 |
 国家地震科学数据中心 |
 国家海洋科学数据中心 |